一 簡介
随着現(xiàn)代工(gōng)業(yè)的(de)發展,對(duì)産品的(de)質量要求越來(lái)越高(gāo)。尤其是航空、航天、航海(hǎi)、核動力、能源、交通(tōng)、石油化(huà)工(gōng)等方面的(de)機(jī)械産品,幾乎都(dōu)是在不同程度高(gāo)溫、高(gāo)壓、高(gāo)速和(hé)高(gāo)幅值交變截荷下(xià)進行運轉,對(duì)于這(zhè)類産品,需要對(duì)每一個(gè)工(gōng)件(jiàn)的(de)質量性能都(dōu)要進行檢測,而靠傳統的(de)檢測方法,即在一批工(gōng)件(jiàn)中抽取少部分的(de)工(gōng)件(jiàn)進行有(yǒu)損檢測,據此來(lái)判斷全部工(gōng)件(jiàn)質量的(de)好(hǎo)壞,已不能滿足對(duì)工(gōng)件(jiàn)全部檢測的(de)要求。因此,需要研制出能快速對(duì)工(gōng)件(jiàn)進行100%非破壞檢測的(de)儀器(qì)才能達到檢測目的(de)。
為(wèi)了能夠滿足對(duì)工(gōng)件(jiàn)100%快速無損檢測的(de)要求,在現(xiàn)代無損檢測技(jì)術中,經過不斷的(de)開(kāi)發與研制,形成了一套完整的(de)電(diàn)磁無損測量技(jì)術。電(diàn)磁測量技(jì)術包括電(diàn)渦流檢測技(jì)術在內(nèi),是一種無損、接觸或無接觸測量檢測技(jì)術,具有(yǒu)結構簡單,靈敏度高(gāo),測量線性範圍大,不受油污等介質的(de)影響,抗幹擾能力強等優點,所以在機(jī)械、交通(tōng)、電(diàn)力、化(huà)工(gōng)、石油、紡織、航空、原子(zǐ)能⋯⋯等工(gōng)業(yè)部門得到廣泛應用。例如用來(lái)測量位移、尺寸、厚度、振動、壓力、磁導率、溫度、材料、探傷、混料分選、硬度、強度、淬硬層深度、滲層深度、氣化(huà)層厚度、應力測量等。
WGF-III型多功能鋼鐵(tiě)材質硬 度檢測儀系我公司新研制開(kāi)發出的(de)新一代産品。本公司産品已廣泛用于機(jī)械、汽車、冶金(jīn)、能源、石油化(huà)工(gōng)、航空、航天等行業(yè)的(de)衆多企業(yè)。
一 簡介
WGF-III型多功能鋼鐵(tiě)材質硬度檢測儀無損檢測産品質量的(de)基本原理(lǐ)是:由于鐵(tiě)磁性物(wù)質在交變的(de)磁場(chǎng)內(nèi)能感應出一定的(de)電(diàn)流。對(duì)于同種規格尺寸的(de)不同的(de)鐵(tiě)磁性材料、不同的(de)機(jī)械性能(如硬度、強度、淬硬層的(de)深度、組織結構、熱處理(lǐ)狀态等)、不同的(de)表面和(hé)內(nèi)在的(de)缺陷等在磁場(chǎng)中感應出的(de)電(diàn)流的(de)值是不同的(de)。經過大量的(de)實驗證明(míng):它們在磁場(chǎng)中所感應出的(de)電(diàn)流值在某一範圍內(nèi)存在着一定的(de)對(duì)應關系。就是通(tōng)過測量同種規格尺寸的(de)工(gōng)件(jiàn)在探頭內(nèi)激磁電(diàn)流值的(de)大小(xiǎo)并和(hé)同種規格尺寸的(de)标準樣件(jiàn)在探頭內(nèi)激磁電(diàn)流值加以比較并在液晶顯示屏和(hé)數字顯示屏通(tōng)過一定的(de)界面顯示出來(lái),從(cóng)而達到對(duì)被測同種規格的(de)工(gōng)件(jiàn)的(de)各種性能好(hǎo)壞的(de)區(qū)分。
二 儀器(qì)的(de)檢測原理(lǐ)
WGF-III型多功能鋼鐵(tiě)材質硬度檢測儀無損檢測産品質量的(de)基本原理(lǐ)是:由于鐵(tiě)磁性物(wù)質在交變的(de)磁場(chǎng)內(nèi)能感應出一定的(de)電(diàn)流。對(duì)于同種規格尺寸的(de)不同的(de)鐵(tiě)磁性材料、不同的(de)機(jī)械性能(如硬度、強度、淬硬層的(de)深度、組織結構、熱處理(lǐ)狀态等)、不同的(de)表面和(hé)內(nèi)在的(de)缺陷等在磁場(chǎng)中感應出的(de)電(diàn)流的(de)值是不同的(de)。經過大量的(de)實驗證明(míng):它們在磁場(chǎng)中所感應出的(de)電(diàn)流值在某一範圍內(nèi)存在着一定的(de)對(duì)應關系。就是通(tōng)過測量同種規格尺寸的(de)工(gōng)件(jiàn)在探頭內(nèi)激磁電(diàn)流值的(de)大小(xiǎo)并和(hé)同種規格尺寸的(de)标準樣件(jiàn)在探頭內(nèi)激磁電(diàn)流值加以比較并在液晶顯示屏和(hé)數字顯示屏通(tōng)過一定的(de)界面顯示出來(lái),從(cóng)而達到對(duì)被測同種規格的(de)工(gōng)件(jiàn)的(de)各種性能好(hǎo)壞的(de)區(qū)分。
三 儀器(qì)的(de)特點及技(jì)術性能
(一)非破壞性檢測,檢測後在工(gōng)件(jiàn)的(de)表面不留任何痕迹,避免了傳統的(de)檢測方法需要破壞工(gōng)件(jiàn)表面狀态的(de)缺陷。
(二)對(duì)工(gōng)件(jiàn)表面狀态和(hé)形狀适應性廣,一般情況對(duì)工(gōng)件(jiàn)表面粗糙度無特殊要求、對(duì)工(gōng)件(jiàn)形狀無特殊要求。
(三)儀器(qì)采用電(diàn)磁檢測的(de)原理(lǐ),利用被測工(gōng)件(jiàn)和(hé)标準樣件(jiàn)進行比較的(de)方法來(lái)間(jiān)接檢查工(gōng)件(jiàn)質量的(de)好(hǎo)壞。
(四)一機(jī)多用。在一定的(de)條件(jiàn)下(xià),适用于鋼種混料分選、鋼鐵(tiě)件(jiàn)熱處理(lǐ)前後硬度分選、不同的(de)熱處理(lǐ)狀态分選、碳含量分選、硬化(huà)層深度分選、缺陷(裂紋、氣孔、組織疏松、夾雜(zá)等)分選、組織結構差異分選等。
(五)儀器(qì)操作(zuò)簡單、方便。儀器(qì)內(nèi)部設定了人(rén)機(jī)對(duì)話(huà)功能,檢測時(shí)隻需将工(gōng)件(jiàn)按照(zhào)一定的(de)定位方式,選用适當的(de)探頭和(hé)标準樣件(jiàn),經過簡單的(de)分選界面或分選程序設定後就可進行工(gōng)作(zuò)。
(六)檢測速度快。800—1500件(jiàn)/小(xiǎo)時(shí)(視(shì)工(gōng)件(jiàn)尺寸和(hé)操作(zuò)者的(de)熟練程度),檢測效率是傳統檢測方法的(de)幾十倍,甚至幾百倍。
(七)可對(duì)工(gōng)件(jiàn)進行全數100%檢測,滿足了大批量工(gōng)件(jiàn)檢測的(de)需要,避免了用常規的(de)抽樣檢測方法而造成的(de)對(duì)不合格産品的(de)漏檢。
(八)儀器(qì)靈敏度可調範圍寬,檢測電(diàn)流和(hé)頻(pín)率連續可調,适應不同的(de)分選項目的(de)需要。
(九)具有(yǒu)不合格産品聲音(yīn)報警功能;在超上(shàng)限、合格、超下(xià)限時(shí)有(yǒu)不同顔色的(de)燈光(guāng)顯示功能。
(十)在不同的(de)檢測條件(jiàn)下(xià),可配接不同形式的(de)探頭,以滿足檢測的(de)需要。
(十一)多種顯示界面、被測工(gōng)件(jiàn)的(de)質量狀況顯示直觀。儀器(qì)采用液晶顯示和(hé)數碼管雙重顯示方式。根據有(yǒu)關圖形的(de)位置可直觀觀察被測工(gōng)件(jiàn)的(de)質量狀況,經過相(xiàng)關的(de)程序設定後可測得鋼種品種、硬度、硬化(huà)層的(de)深度、含碳量的(de)值等。
(十二)儀器(qì)結構緊湊外(wài)型美(měi)觀、重量輕、便于攜帶。
(十三)儀器(qì)外(wài)型尺寸。
●交流電(diàn)源50Hz、220V±10%。
●功耗:使用狀态3W。
(十四)儀器(qì)後面闆有(yǒu)三個(gè)信号輸出接口,分别為(wèi)超上(shàng)限、合格、超下(xià)此三個(gè)接口為(wèi)光(guāng)電(diàn)隔離輸出,為(wèi)連接外(wài)圍設備提供方便(此項為(wèi)選裝件(jiàn))。
(十五)儀器(qì)可使用的(de)環境範圍寬
●工(gōng)作(zuò)溫度:一10℃~+40℃
●相(xiàng)對(duì)濕度:<75%
●應避免在高(gāo)、中頻(pín)淬火爐、電(diàn)焊機(jī)、腐蝕性氣體(tǐ)、強磁場(chǎng)等場(chǎng)所使用。
四 檢測項目、檢測條件(jiàn)及檢測精度
(一)檢測項目
1、材料混料的(de)分選
2、硬度的(de)分選
3、硬化(huà)層深度的(de)分選
4、缺陷的(de)分選
5、不同組織結構的(de)分選
6、不同熱處理(lǐ)狀态的(de)分選
7、碳含量的(de)分選
8、抗拉強度的(de)分選
(二)檢測條件(jiàn)
1、材料混料的(de)分選
同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同一表面狀态。
2、硬度的(de)分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同一爐号、同種材料、同一表面狀态。(不同爐号之間(jiān)的(de)熱處理(lǐ)工(gōng)藝參數在相(xiàng)對(duì)一緻的(de)情況下(xià)則不需要分爐号檢測。)
(2)需要不少于2件(jiàn)以上(shàng)已知硬度樣件(jiàn)作(zuò)為(wèi)檢測的(de)标準,樣件(jiàn)的(de)硬度差别(以洛氏硬度為(wèi)例)≥2HRC。
3、硬化(huà)層深度的(de)分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同一爐号、同種材料、表面狀态較好(hǎo)。(不同爐号之間(jiān)熱處理(lǐ)的(de)工(gōng)藝參數在相(xiàng)對(duì)一緻的(de)情況下(xià)則不需要分爐号檢測。)
(2)需要不少于2件(jiàn)以上(shàng)已知硬化(huà)層深度樣件(jiàn)作(zuò)為(wèi)檢測的(de)标準樣件(jiàn),每根樣件(jiàn)之間(jiān)硬化(huà)層深度差别應大于0.2mm以上(shàng)。
4、缺陷的(de)分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同種材料、同一爐号。
(2)需要不少于2件(jiàn)以上(shàng)的(de)有(yǒu)缺陷的(de)工(gōng)件(jiàn)和(hé)2件(jiàn)以上(shàng)無缺陷的(de)工(gōng)件(jiàn)作(zuò)為(wèi)檢測的(de)标準。
注:裂紋、氣孔、夾雜(zá)、褶皺、組織狀态異常等均屬于缺陷檢測範圍,缺陷檢測比較複雜(zá),因為(wèi)影響電(diàn)磁場(chǎng)的(de)信号是多方面的(de),如硬度、材料、熱處理(lǐ)狀态,爐号、工(gōng)件(jiàn)的(de)表面的(de)狀态等。要能準确判斷工(gōng)件(jiàn)是否有(yǒu)缺陷的(de)存在,對(duì)被測工(gōng)件(jiàn)的(de)硬度、材料,表面狀态均勻性有(yǒu)一定的(de)要求。因此,對(duì)缺陷的(de)檢測應視(shì)具體(tǐ)情況而定。如機(jī)加工(gōng)性能較好(hǎo)、表面光(guāng)潔度較高(gāo)、硬度差值範圍不大、材料波動性不大的(de)軸承、活塞銷等精加工(gōng)件(jiàn)分選缺陷較為(wèi)容易。對(duì)于一些有(yǒu)明(míng)顯的(de)組織疏松、白口等現(xiàn)象的(de)鑄鍛件(jiàn)等,分選缺陷也比較容易。
5、組織結構的(de)分選
(1)同一規格尺寸、同種材料、表面狀态良好(hǎo)。
(2)需要不少于2件(jiàn)以上(shàng)正常組織結構和(hé)不少于2件(jiàn)以上(shàng)非正常組織結構的(de)樣件(jiàn)作(zuò)為(wèi)檢測标準。
6、熱處理(lǐ)狀态的(de)分選
(1)同一規格尺寸、同種材料。
(2)需要每種熱處理(lǐ)狀态不少于2根工(gōng)件(jiàn)作(zuò)為(wèi)分選的(de)标準。
7、碳含量的(de)分選
(1)材料種類:碳素結構鋼的(de)原材料。
(2)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、表面狀态良好(hǎo)。
(3)需要至少兩件(jiàn)已知含碳量差别大于0.05%的(de)樣件(jiàn)作(zuò)為(wèi)分選的(de)标準。
8、抗拉強度的(de)分選
(1)同一規格尺寸、同一熱處理(lǐ)工(gōng)藝狀态、同種材料、表面狀态良好(hǎo)。
(2)需要兩根已知的(de)有(yǒu)一定差别抗拉強度的(de)樣件(jiàn)作(zuò)為(wèi)分選的(de)标準樣件(jiàn)。
(三)檢測精度
1、材料混料分選
(1)碳素結構鋼:0.03%C的(de)碳可以區(qū)分。
(2)合金(jīn)結構鋼:如35CrMo與40Cr,42CrMo與40Cr,GCrl5與G20CrMo等可準确分選。
(3)碳素結構鋼與合金(jīn)結構鋼:可準确分選。
其它導磁性鋼鐵(tiě)材料:在一定的(de)條件(jiàn)下(xià)可準确的(de)分選。
2、硬度分選
(1)布氏硬度:±10HB;
(2)洛氏硬度:±1HRC;
(3)維氏硬度:±10HV;
(4)肖氏硬度:±1.5HSD。
3、硬化(huà)層深度分選
±0.2mm。
4、碳含量分選
±0.03%C
5、缺陷分選
根據用戶提供的(de)被測工(gōng)件(jiàn)的(de)缺陷标準進行标定。
6、組織結構分選
根據用戶提供的(de)被測工(gōng)件(jiàn)不同組織結構的(de)标準進行标定。
7、熱處理(lǐ)狀态分選
根據用戶提供的(de)被測工(gōng)件(jiàn)不同熱處理(lǐ)狀态的(de)标準進行标定。
8、抗拉強度分選
15MPa
五 儀器(qì)的(de)系統構成及各部分的(de)功能
(一)系統構成示意圖
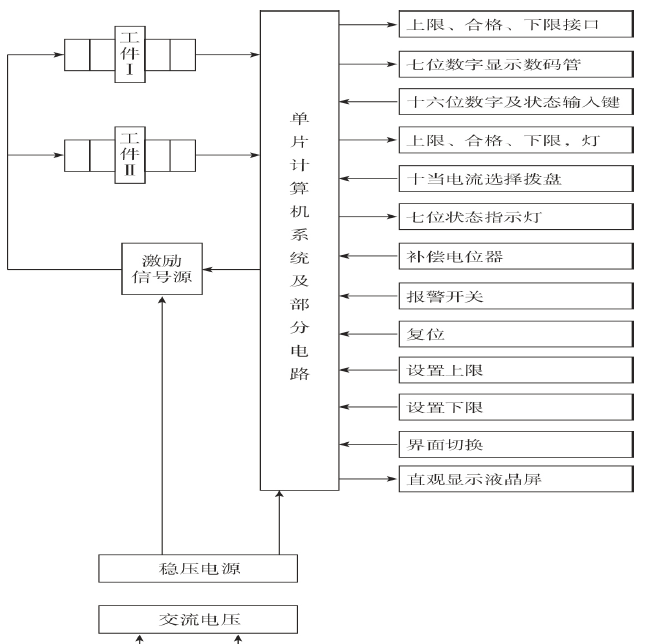
( 二) 儀器(qì)主機(jī)的(de)構成及各種器(qì)件(jiàn)的(de)作(zuò)用
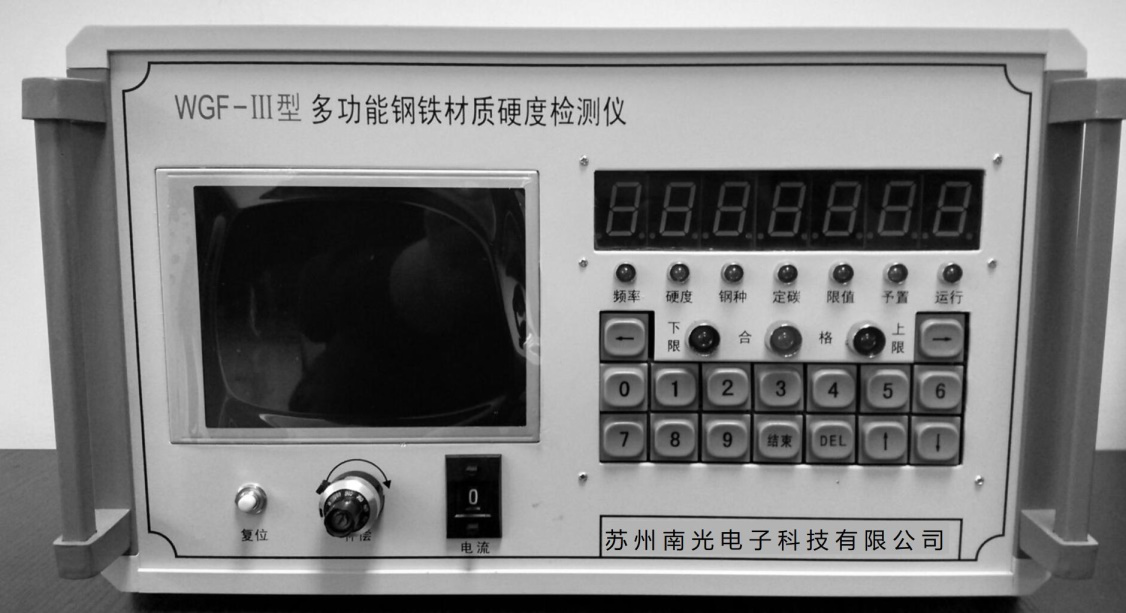
1 主機(jī)外(wài)型圖
2 主機(jī)的(de)作(zuò)用用于對(duì)探頭所測量到的(de)電(diàn)信号進行分析與處理(lǐ),并将處理(lǐ)的(de)結果在顯示屏上(shàng)顯示出來(lái)。
3 前面闆圖及其上(shàng)面的(de)各種器(qì)件(jiàn)的(de)名稱
(1) 液晶顯示屏 (9) 鋼種分選程序指示燈
(2) 七位數碼管數字顯示屏 (10) 定碳分選程序指示燈
(3) 補償電(diàn)位器(qì) (11) 限值指示燈
(4) 電(diàn)流選擇撥碼盤 (12) 預值指示燈
(5) 複位按鈕 (13) 運行指示燈
(6) 十六隻數字、功能輸入鍵 (14) 下(xià)限報警燈
(7) 頻(pín)率指示燈 (15) 合格報警燈
(8)硬度分選程序指示燈 (16)上(shàng)限報警燈
4 後面闆圖及其上(shàng)面的(de)各種器(qì)件(jiàn)的(de)名稱

(17)上(shàng)限信号輸出接口(選用) (18)合格信号輸出接口(選用)
(19)下(xià)限信号輸出接口(選用) (20)電(diàn)源選擇、關閉開(kāi)關
(21)探頭插座I (22)探頭插座II
(23)交流電(diàn)源插座
5 各種控制及顯示器(qì)件(jiàn)的(de)功能和(hé)作(zuò)用
(1)液晶顯示屏
◆液晶顯示屏的(de)作(zuò)用
①用來(lái)觀察靈敏度的(de)高(gāo)低(dī)。
②用來(lái)反映在各種檢測項目下(xià)工(gōng)件(jiàn)與工(gōng)件(jiàn)之間(jiān)的(de)硬度、材料、含碳量、硬化(huà)層的(de)深度、缺陷等差别的(de)大小(xiǎo)。
③用來(lái)對(duì)工(gōng)件(jiàn)質量狀況結果的(de)直觀指示。
(2)七位數碼管數字顯示屏(用A、B、C、D、E、F、G從(cóng)左至右依次分别表示七個(gè)位置的(de)數碼管的(de)名稱)
■ABCDEFG七位數碼管顯示屏的(de)用途
①用來(lái)顯示磁通(tōng)量的(de)大小(xiǎo)
磁通(tōng)量是指工(gōng)件(jiàn)在交變的(de)磁場(chǎng)中能被磁化(huà)的(de)強度,磁通(tōng)量值的(de)大小(xiǎo)用電(diàn)流值的(de)大小(xiǎo)來(lái)表示。被測工(gōng)件(jiàn)的(de)磁通(tōng)量和(hé)它們的(de)質量狀況在一定的(de)檢測頻(pín)率下(xià)存在有(yǒu)着一定的(de)邏輯對(duì)應關系,在坐(zuò)标圖上(shàng)近(jìn)似于y=ax+b的(de)直線關系,其中x表示工(gōng)件(jiàn)的(de)質量狀況,如硬度、材料、硬化(huà)層的(de)深度等;y表示對(duì)應于某一工(gōng)件(jiàn)質量狀況下(xià)的(de)它的(de)磁通(tōng)量的(de)大小(xiǎo);a、b表示某一常數。因此,通(tōng)過磁通(tōng)量大小(xiǎo)變化(huà)的(de)規律可以判斷被測工(gōng)件(jiàn)在某一檢測頻(pín)率下(xià)的(de)磁通(tōng)量是否和(hé)它的(de)質量狀況存在着近(jìn)似于直線的(de)對(duì)應關系。儀器(qì)判斷工(gōng)件(jiàn)質量狀況的(de)好(hǎo)壞就是用通(tōng)過磁通(tōng)量的(de)變化(huà)規律來(lái)反映的(de)。
儀器(qì)對(duì)磁通(tōng)量的(de)最大量程範圍為(wèi)—1999~+1999。
②用來(lái)顯示在各種分選項目下(xià)被測工(gōng)件(jiàn)的(de)質量(硬度、材料、含碳量、硬化(huà)層的(de)深度、缺陷大小(xiǎo)等)數值的(de)大小(xiǎo)。
③用來(lái)反應被測工(gōng)件(jiàn)的(de)質量狀況。
■ABCDEFG七位在不同的(de)情況下(xià)所顯示內(nèi)容的(de)含義
●開(kāi)機(jī)後,在未接入探頭和(hé)未改變頻(pín)率的(de)情況下(xià),顯示“1.0 0 0 0 0”,其中“1.0”表示開(kāi)機(jī)時(shí)的(de)頻(pín)率為(wèi)100Hz,“0 0 0 0”表示開(kāi)機(jī)時(shí)磁通(tōng)量為(wèi)0。
●開(kāi)機(jī)後,在已連接好(hǎo)探頭、頻(pín)率值已被改變且未進行其它任何相(xiàng)關操作(zuò)的(de)情況下(xià),顯示“x.y a b c d”或“x.y— a b c d”,其中“x.y”表示某一頻(pín)率值的(de)大小(xiǎo),“a b c d”表示某一磁通(tōng)量的(de)值,a前面顯示“—”表示負号、a前面無符号顯示,表示“+”号。
●顯示“x.y _ _ _ _”,其中“x.y”表示某一頻(pín)率值,“_ _ _ _”表示磁通(tōng)量已超過+1999,
●顯示“x.y _ _ _ _”,其中“x.y”表示某一頻(pín)率值,“_ _ _ _”表示磁通(tōng)量已低(dī)于—1999,。
●顯示“H 1 0 0 0.0”,其中“H 1”表示上(shàng)門限符号,“0 0 0.0”表示等待輸入上(shàng)門限的(de)數值。
●顯示“L 0 0 0 0.0”,其中“L 0”表示下(xià)門限符号, “0 0 0.0”表示等待輸入下(xià)門限的(de)數值。
●顯示“— — 0 0 0.0”,其中“— —”表示上(shàng)限符号,“0 0 0.0”表示等待輸入上(shàng)限的(de)數值。
●顯示“L 0 0 0 0.0”,其中“L 0”表示下(xià)門限符号,“0 0 0.0”表示等待輸入下(xià)門限的(de)數值。
●顯示“0 1≡0 0 0 0、0 2≡0 0 0 0、0 3≡0 0 0 0、⋯”,其中“0 l、0 2、0 3、⋯”表示标準樣件(jiàn)的(de)号碼,“0 0 0 0”四位表示等待輸入标準樣件(jiàn)的(de)數值。
●顯示“— — a b c.d* ,其中“— —”表示在合格範圍內(nèi),“a b c.d”
表示某一工(gōng)件(jiàn)的(de)質量數據。
●顯示“— — a b c.d”,其中“— —”表示數據已超過上(shàng)限,“a b c. d”表示某一工(gōng)件(jiàn)的(de)質量數據。
●顯示“- - a b c.d”,其中“- -”表示數據已低(dī)于下(xià)限,“a b c. d”表示某一工(gōng)件(jiàn)的(de)質量數據)。
●顯示“H 1 — — — — .— ”,表示數據已超過上(shàng)門限值,此時(shí)數據不顯示。
●顯示“L 0 — — — — .— ”,表示數據已低(dī)于下(xià)門限值,此時(shí)數據不顯示。
●顯示“H 1 0 0 0 0”,其中“H 1”表示上(shàng)門限符号,“0 0 0 0”表示等待輸入上(shàng)門限磁通(tōng)量的(de)數據。
●顯示“— — 0 0 0 0”,其中“— — ”表示上(shàng)限符号,“0 0 0 0”表示等待輸入上(shàng)限磁通(tōng)量的(de)數據。
●顯示“_ _ 0 0 0 0”,其中“_ _ ”表示下(xià)限符号,“0 0 0 0”表示等待輸入下(xià)限磁通(tōng)量的(de)數據。
●顯示“L 0 0 0 0 0",其中“L 0” 表示下(xià)門限符号,“0 0 0 0”表示等待輸入下(xià)門限磁通(tōng)量的(de)數據。
●顯示“— — a b c d”,其中“— —”表示磁通(tōng)量數據在合格範圍內(nèi),“a b c d”表示某一工(gōng)件(jiàn)磁通(tōng)量的(de)數據。
●顯示“— — a b c d”,其中“— —”表示磁通(tōng)量數據超過上(shàng)限,“a b c d”表示某一工(gōng)件(jiàn)磁通(tōng)量的(de)數據。
●顯示“_ _ a b c d”,其中“_ _ ”表示磁通(tōng)量數據低(dī)于下(xià)限。“a b c d”表示某一工(gōng)件(jiàn)磁通(tōng)量的(de)數據。
●顯示“H 1 — — — — —”,表示磁通(tōng)量數據已超過上(shàng)門限值,此時(shí)磁通(tōng)量的(de)數據不顯示。
●顯示“L 0 — — — — —”,表示數據已低(dī)于下(xià)門限值,此時(shí)磁通(tōng)量的(de)數據不顯示。
●顯示“0 1. a b c d”、“0 2.— b a d c ”、“0 3. d c ab”、“⋯”,其中“0 1.”、“0 2.”、“0 3.”、“⋯”表示樣件(jiàn)的(de)号碼,“a b c d”、“- b a d c”“d c a b”分别表示“1、2、3、⋯号”樣件(jiàn)磁通(tōng)量的(de)數值。
●顯示Err, 表示在操作(zuò)的(de)過程中某一部驟有(yǒu)錯(cuò)誤。
●顯示“8 8 8 8 8 8 8”時(shí)表示儀器(qì)程序已經出現(xiàn)故障。
注意:
①當A、B兩位數字表示頻(pín)率時(shí),在A、B兩位數字下(xià)方的(de)光(guāng)點不表示小(xiǎo)數點,當光(guāng)點移動到A位的(de)下(xià)方時(shí)可以改變A位置處數字的(de)大小(xiǎo),當光(guāng)點移動到B位的(de)下(xià)方時(shí)可以改變B位置處數字的(de)大小(xiǎo)。A、B兩位的(de)數字可以通(tōng)過鍵盤上(shàng)的(de)數字鍵進行改變,改變數子(zǐ),頻(pín)率的(de)大小(xiǎo)也随之改變。
②在F和(hé)G之間(jiān)的(de)光(guāng)點不可移動,表示顯示的(de)數據最多隻有(yǒu)有(yǒu)一位小(xiǎo)數。
③在輸入數據的(de)過程中,當D、E、F、G四位中某一位的(de)數字有(yǒu)明(míng)暗(àn)跳(tiào)動的(de)時(shí)候,可以改變該位置處的(de)數字的(de)大小(xiǎo)。
④C位為(wèi)“正、負”符号位,負号顯示“一”、正号不顯示。隻有(yǒu)在進入“材質”分選程序需要輸入門限值時(shí)才可以選擇“正、負”号。
(3)補償電(diàn)位器(qì)
①用于改變探頭內(nèi)磁通(tōng)量的(de)大小(xiǎo)。
②用于調“0”點,使探頭內(nèi)磁通(tōng)量的(de)值處于平衡狀态。
③用于校(xiào)準或調整有(yǒu)關檢測的(de)數據。
④用于調整“柱狀圖”、光(guāng)标、波形圖的(de)位置。
(4)電(diàn)流選擇撥碼盤
是用于選擇探頭功率大小(xiǎo)的(de)數字式撥碼盤。
撥碼盤共分十檔,依次排序為(wèi)1、2、3、4、5、6、7、8、9、0,撥碼盤上(shàng)數字的(de)大小(xiǎo)表示探頭功率的(de)大小(xiǎo),0檔電(diàn)流最小(xiǎo),9檔電(diàn)流最大。電(diàn)流的(de)大小(xiǎo)直接影響到儀器(qì)靈敏度的(de)大小(xiǎo),電(diàn)流檔位越高(gāo),儀器(qì)的(de)靈敏度就越高(gāo),反之,就越低(dī)。
(5)複位按鈕
在調試儀器(qì)或正常運行時(shí),按此按扭,清除顯示屏上(shàng)有(yǒu)關數據,使其回到開(kāi)機(jī)時(shí)的(de)狀态。
(6)十六隻數字,功能輸入鍵,
①“0—9”十個(gè)數字鍵,用于輸入數字。
②“←”為(wèi)左移鍵,“→”為(wèi)右移鍵,用于進入或退出某項操作(zuò)。
●用于改變所需輸入數據的(de)位置,當移動到有(yǒu)明(míng)顯數據跳(tiào)動的(de)位置時(shí)可改變此處的(de)數據。
●用于選擇進入或退出“硬度、鋼種、定碳”三個(gè)分選項目程序。
●用于選擇進入或退出限值、預值和(hé)運行狀态。
③“↑”為(wèi)上(shàng)翻閱鍵,用于向上(shàng)檢查所輸入的(de)數據。
④“↓”為(wèi)雙功能鍵,即可以作(zuò)為(wèi)下(xià)翻閱鍵,用于向下(xià)檢查所輸入的(de)數據;也可以作(zuò)為(wèi)确認鍵,用于對(duì)所輸入數據、檢測項目、限值和(hé)預值狀态的(de)确認。
⑤“DEL”為(wèi)删除鍵,用于删除輸錯(cuò)的(de)标準樣件(jiàn)的(de)數據。
⑥“結束”鍵用于結束設置限值、預值程序。
(7)頻(pín)率指示燈
用于表示進入頻(pín)率狀态指示,頻(pín)率指示燈顔色為(wèi)紅色,該燈為(wèi)長(cháng)亮(liàng)燈,開(kāi)機(jī)即亮(liàng)。
頻(pín)率的(de)大小(xiǎo)可以通(tōng)過改變A、B位數字的(de)大小(xiǎo)來(lái)實現(xiàn),A、B位數字表示的(de)頻(pín)率大小(xiǎo)為(wèi):A×10 Hz,如A位顯示3,B位顯示2,頻(pín)率值則為(wèi)32×10=320 Hz,頻(pín)率改變的(de)範圍為(wèi)0—990 Hz,頻(pín)率最小(xiǎo)改變單位為(wèi)10 Hz。
(8)硬度分選程序指示燈
用于表示進入“硬度”分選狀态的(de)指示燈,“硬度”分選指示燈的(de)顔色為(wèi)綠色,隻有(yǒu)在進入硬度分選程序時(shí),此燈才亮(liàng)起。
進入“硬度”分選程序是對(duì)工(gōng)件(jiàn)的(de)硬度值進行量化(huà)的(de)一種分選方法,進入該程序後可以在數據屏幕上(shàng)顯示被測工(gōng)件(jiàn)的(de)硬度值的(de)大小(xiǎo)。
在各種硬度标尺下(xià),均可用此方法進行分選。如:洛氏硬度、布氏硬度、維氏硬度 肖氏硬度等。
(9)鋼種分選程序指示燈
用于表示進入“鋼種”分選程序的(de)指示燈,鋼種分選指示燈的(de)顔色為(wèi)綠色,隻有(yǒu)進入“鋼種”分選程序時(shí),此燈才亮(liàng)起。
進入“鋼種”分選程序,可以對(duì)不同鋼号的(de)磁通(tōng)量數據的(de)變化(huà)範圍的(de)設定來(lái)進行鋼種的(de)分選。
應用鋼種分選程序進行鋼種分選,需要通(tōng)過觀察不同鋼種磁通(tōng)量大小(xiǎo)變化(huà)的(de)規律和(hé)它們的(de)所對(duì)應的(de)磁通(tōng)量的(de)範圍,最後确定分選的(de)門限範圍。
(10)定碳分選程序指示燈
用于表示進入“定碳”分選程序的(de)指示燈,“定碳”分選指示燈的(de)顔色為(wèi)綠色,隻有(yǒu)在進入“定碳”分選程序時(shí),此燈才亮(liàng)起。
這(zhè)種分選方法是對(duì)工(gōng)件(jiàn)的(de)碳含量進行量化(huà)的(de)一種分選方法。進入“定碳”分選程序可以在數據屏幕上(shàng)顯示被測工(gōng)件(jiàn)碳含量的(de)大小(xiǎo)。
(11)限值指示燈
用于表示進入需要設定工(gōng)件(jiàn)質量合格範圍程序的(de)指示燈。該燈的(de)的(de)顔色為(wèi)綠色,隻有(yǒu)進入有(yǒu)關分選項目需要進行門限設定時(shí),此燈才亮(liàng)起。
門限設置的(de)原則是:上(shàng)門限之上(shàng)限≥下(xià)限≥下(xià)門限
(12)預值
用于表示進入了需要設置标準樣件(jiàn)數值程序的(de)指示,該燈的(de)的(de)顔色為(wèi)綠色,隻有(yǒu)在進入有(yǒu)關分選項目需要輸入标準樣件(jiàn)數值時(shí),此燈才亮(liàng)起。
(13)運行指示燈。
表示進入分選工(gōng)作(zuò)指示,該燈的(de)顔色為(wèi)綠色。
(14)下(xià)限報警燈。
此燈顔色為(wèi)黃(huáng)色,黃(huáng)燈亮(liàng)時(shí)表示工(gōng)件(jiàn)的(de)質量參數低(dī)于質量标準的(de)下(xià)限。
(15)合格報警燈。
此燈顔色為(wèi)綠色,綠燈亮(liàng)時(shí)表示工(gōng)件(jiàn)的(de)質量參數在合格範圍內(nèi)。
(16)上(shàng)限報警燈。
此燈顔色為(wèi)紅色,紅燈亮(liàng)時(shí)表示工(gōng)件(jiàn)的(de)質量參數超過質量标準的(de)上(shàng)限。
(17)上(shàng)限信号輸出接口(選用)
(18)合格信号輸出接口(選用)
(19)下(xià)限信号輸出接口(選用)
(20)電(diàn)源選擇、關閉開(kāi)關。
用于選擇選擇供電(diàn)方式和(hé)關機(jī)狀态。
(21)探頭插座I,用于連接平衡探頭。
(22)探頭插座II,用于連接檢測探頭。
(23)交流電(diàn)源插座(內(nèi)置保險絲及備用1A保險絲一支)。
(三)檢測探頭
1、探頭的(de)功能和(hé)作(zuò)用
探頭是用于将被測工(gōng)件(jiàn)在探頭內(nèi)的(de)激磁電(diàn)流傳送給儀器(qì)主機(jī)進行處理(lǐ)的(de)一種傳感器(qì)。根據不同的(de)檢測項目,儀器(qì)可連接不同的(de)探頭。探頭選用的(de)合适與否将直接影響到分選的(de)結果。
2、探頭的(de)種類
(1)套筒式探頭
●套筒式探頭外(wài)型圖
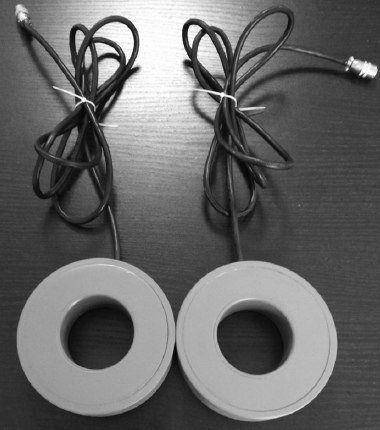
●形 狀:空心圓柱體(tǐ)
●內(nèi)孔尺寸:φ15、φ25、φ50、φ75、φ100、φ125、φ150、φ200、φ250、φ300、φ350 (mm)。
●高(gāo) 度:30-50(mm)。
●特 點:靈敏度一般,可滿足一般工(gōng)件(jiàn)的(de)檢測需要。
●适用範圍:線材、管材、棒材、汽車零部件(jiàn)、标準件(jiàn)、鑄鍛件(jiàn)、齒輪件(jiàn)等。
●使用要求:
①在使用套筒式探頭時(shí),需要同規格尺寸的(de)探頭配對(duì)使用。在兩隻探頭中任選一個(gè)為(wèi)檢測探頭,另一隻則作(zuò)為(wèi)對(duì)稱探頭,在使用儀器(qì)分選時(shí)需在對(duì)稱探頭中放(fàng)入被測工(gōng)件(jiàn)中的(de)任意一件(jiàn),在對(duì)稱探頭中工(gōng)件(jiàn)的(de)位置應和(hé)檢測探頭中工(gōng)件(jiàn)的(de)位置一緻。
②分選時(shí)應保證每一隻被測工(gōng)件(jiàn)在檢測探頭內(nèi)的(de)位置都(dōu)一緻,對(duì)于體(tǐ)積小(xiǎo)及長(cháng)度較短的(de)工(gōng)件(jiàn)為(wèi)了保證工(gōng)件(jiàn)在檢測探頭內(nèi)的(de)同一位置,需用定位裝置。
③長(cháng)度大于1000mm以上(shàng)的(de)工(gōng)件(jiàn),應将工(gōng)件(jiàn)套進探頭內(nèi)不低(dī)于300mm。
④被測工(gōng)件(jiàn)的(de)體(tǐ)積一般要求占探頭內(nèi)孔體(tǐ)積90%以上(shàng)。
(2)平面探頭
●平面式探頭外(wài)型圖

●形 狀:圓柱型。
●标準尺寸:直徑×高(gāo)度=φ75×70 (mm)。
●特 點:靈敏度較高(gāo),探頭的(de)檢測面是一個(gè)圓型平面,适合有(yǒu)一定的(de)檢測平面且材料成分接近(jìn),硬度分辯範圍較小(xiǎo)、探傷等情況下(xià)使用。
●适用範圍:軸承零部件(jiàn)、帶鋼、闆材、機(jī)床軌道(dào)、較小(xiǎo)的(de)零部件(jiàn)等。
●使用要求:
①将工(gōng)件(jiàn)接觸探頭的(de)檢測面
②對(duì)于不同的(de)被測工(gōng)件(jiàn),在探頭的(de)檢測面上(shàng)需要做相(xiàng)應的(de)定位夾具,每一個(gè)被檢工(gōng)件(jiàn)在探頭檢測面上(shàng)的(de)位置都(dōu)相(xiàng)同。
(3)筆(bǐ)式探頭
●筆(bǐ)式探頭外(wài)型圖

●形 狀:圓柱型。
●規格尺寸:直徑×高(gāo)度=φ40mm×120mm。
●特 點:筆(bǐ)式探頭靈敏度較高(gāo)。探頭的(de)檢測面有(yǒu)一個(gè)小(xiǎo)的(de)圓型平面,适合檢測零件(jiàn)的(de)局部硬度。
●使用範圍:曲軸類零件(jiàn)的(de)硬度及硬化(huà)層的(de)深度,體(tǐ)積較小(xiǎo)的(de)零部件(jiàn)等。
●使用要求:
①使用時(shí)需将檢測面接觸被測工(gōng)件(jiàn)所需要檢測的(de)部位。
②需要做筆(bǐ)式探頭夾具,确保探頭每次接觸工(gōng)件(jiàn)的(de)位置都(dōu)一緻,避免因檢測時(shí)探頭和(hé)工(gōng)件(jiàn)之間(jiān)的(de)位置不穩定而帶來(lái)的(de)測量誤差。
(4)矩形式探頭
●矩形式探頭外(wài)型圖

●形 狀:方型、長(cháng)方形。
●內(nèi)孔尺寸(長(cháng)×寬×高(gāo)):20×40×40、30×50×40、40×60×40、50×60×40、⋯(mm)。
●特 點:可滿足有(yǒu)特殊靈敏度要求的(de)工(gōng)件(jiàn)。
●使用範圍:适合不規則的(de)具有(yǒu)複雜(zá)結構等零部件(jiàn)的(de)檢測。
●使用要求:
①分選時(shí)應保證每一隻被測工(gōng)件(jiàn)在探頭內(nèi)的(de)位置都(dōu)一緻,對(duì)于體(tǐ)積小(xiǎo)及長(cháng)度較短的(de)工(gōng)件(jiàn)為(wèi)了保證工(gōng)件(jiàn)在探頭內(nèi)的(de)同一位置,需用定位裝置。
②被測工(gōng)件(jiàn)的(de)體(tǐ)積一般要求占探頭內(nèi)孔體(tǐ)積90%以上(shàng)檢測效果較好(hǎo)。
(5)非标探頭
非标準探頭的(de)形狀、內(nèi)孔尺寸和(hé)高(gāo)度可按工(gōng)件(jiàn)具體(tǐ)尺寸和(hé)檢測條件(jiàn)定制。
(四)與外(wài)圍設備的(de)連接
1、與自(zì)動分選機(jī)構的(de)連接
儀器(qì)設置了三個(gè)信号輸出口,可分别提供上(shàng)限、合格、下(xià)限三路(lù)直流5V輸出。為(wèi)連接自(zì)動線提供了方便。
2、可和(hé)PLC連接。
3、可和(hé)外(wài)圍報警設備連接。
六 如何使用檢測儀
(一)分選前的(de)準備工(gōng)作(zuò)
1、制備标準樣件(jiàn)。
根據不同的(de)分選項目,應制備相(xiàng)應的(de)标準樣件(jiàn)。
(1)混料樣件(jiàn)的(de)制備
用化(huà)學分析法、破壞法以及其他(tā)方法,在每一種混料材料中制備不少于兩件(jiàn)以上(shàng)的(de)标準樣件(jiàn)。
(2)硬度樣件(jiàn)的(de)制備
樣件(jiàn)數量:樣件(jiàn)的(de)數量不少于3根
制備的(de)方法:用硬度計(jì)在被測工(gōng)件(jiàn)的(de)表面均勻的(de)測出不少于3點的(de)平均硬度。
樣件(jiàn)之間(jiān)的(de)硬度差别:3根樣件(jiàn)最少有(yǒu)2根樣件(jiàn)的(de)硬度差别(以洛氏硬度标尺為(wèi)标準)要大于2HRC以上(shàng)。
(3)硬化(huà)層深度樣件(jiàn)的(de)制備
樣件(jiàn)數量:樣件(jiàn)的(de)數量不少于3根
制備的(de)方法:用酸洗或硬度法和(hé)分選儀相(xiàng)配合制備硬化(huà)層的(de)深度樣件(jiàn)。具體(tǐ)方法請參照(zhào)下(xià)一節中的(de)硬化(huà)層深度分選實例中所介紹的(de)方法。
樣件(jiàn)之間(jiān)的(de)硬化(huà)深度差别:3隻樣件(jiàn)中最少有(yǒu)2隻硬化(huà)層差别要大于0.2m以上(shàng)。
(4)缺陷和(hé)組織結構差異樣件(jiàn)的(de)制備
樣件(jiàn)數量:好(hǎo)壞兩種樣件(jiàn)的(de)數量各不少于2根
制備的(de)方法:用觀察法、金(jīn)相(xiàng)法或其它方法找出好(hǎo)壞工(gōng)件(jiàn)。
缺陷的(de)标準:根據用戶的(de)提供的(de)樣件(jiàn)的(de)标準。
(5)碳含量的(de)樣件(jiàn)的(de)制備
樣件(jiàn)數量:樣件(jiàn)的(de)數量不少于3根
制備的(de)方法:用化(huà)學分析法測出被測材料的(de)含碳量。
樣件(jiàn)之間(jiān)含碳量的(de)差别:兩隻樣件(jiàn)之間(jiān)含碳量的(de)差别不得小(xiǎo)于0.03%
(6)熱處理(lǐ)狀态混雜(zá)的(de)樣件(jiàn)的(de)制備
樣件(jiàn)數量:每種熱處理(lǐ)狀态樣件(jiàn)的(de)數量不少于2根
制備的(de)方法:用硬度計(jì)或金(jīn)相(xiàng)法制取。
(7)強度樣件(jiàn)的(de)制各
樣件(jiàn)數量:樣件(jiàn)的(de)數量不少于3根。
制備的(de)方法:用拉力試驗機(jī)和(hé)分選儀相(xiàng)接合的(de)方法,先用分選儀在被測工(gōng)件(jiàn)中,找出在儀器(qì)上(shàng)顯示同一磁通(tōng)值的(de)工(gōng)件(jiàn)共5雙,然後在每對(duì)工(gōng)件(jiàn)中各取一隻用拉力試驗機(jī)測出它們的(de)強度值, 其餘沒有(yǒu)被拉5件(jiàn)工(gōng)件(jiàn)的(de)強度值就是分别和(hé)它們有(yǒu)相(xiàng)同磁通(tōng)值的(de)已測5件(jiàn)工(gōng)件(jiàn)的(de)強度值。
樣件(jiàn)之間(jiān)強度值差别:至少有(yǒu)兩隻樣件(jiàn)之間(jiān)強度值的(de)差别不得少于10MPa。
注意:各種樣件(jiàn)制備的(de)詳細方法,在第七章(zhāng)中将詳細介紹。
2、選擇合适的(de)檢測探頭
根據被測工(gōng)件(jiàn)的(de)規格尺寸、形狀及表面狀态,選擇合适的(de)檢測探頭。
3、制做工(gōng)件(jiàn)在探頭上(shàng)(內(nèi))的(de)定位夾具
根據工(gōng)件(jiàn)尺寸和(hé)探頭的(de)尺寸的(de)比例、探頭與被測工(gōng)件(jiàn)的(de)相(xiàng)對(duì)位置以及探頭所需要檢測被測工(gōng)件(jiàn)的(de)位置來(lái)制作(zuò)定位夾具,以确保每一個(gè)被測工(gōng)件(jiàn)的(de)位置相(xiàng)對(duì)探頭的(de)位置都(dōu)相(xiàng)同。制作(zuò)夾具的(de)材料應為(wèi)非金(jīn)屬類材料,如塑料、木材、尼龍等材料。
(二)使用儀器(qì)的(de)操作(zuò)程序
l、将儀器(qì)置于非金(jīn)屬工(gōng)作(zuò)台上(shàng)
2、連接探頭和(hé)儀器(qì)。
(1)使用套筒式、方型、矩形探頭時(shí),将兩根專用連接線的(de)一端分别插入兩隻
探頭的(de)插座內(nèi),再将兩根連接線的(de)另一端分别插入儀器(qì)的(de)I、II插座內(nèi)。
(2)使用筆(bǐ)式、平面探頭時(shí),将探頭上(shàng)連線的(de)兩個(gè)插頭分别插入儀器(qì)的(de)I、II兩個(gè)探頭插座中。
注意:連接時(shí),應将插頭和(hé)插座上(shàng)的(de)凸凹對(duì)齊插入。
3、将儀器(qì)電(diàn)源連接線插頭插入儀器(qì)後面闆上(shàng)電(diàn)源插座中,再将另一端插頭插入220V、50Hz單項交流電(diàn)源插座中。
4、打開(kāi)電(diàn)源開(kāi)關
使用交流電(diàn)時(shí)将儀器(qì)後面闆上(shàng)電(diàn)源開(kāi)關撥到打開(kāi)位置。
5、檢查儀器(qì)顯示是否正常。
6、檢查探頭和(hé)儀器(qì)是否連接正常。
檢查方法:旋轉補償旋鈕,如果磁通(tōng)量的(de)值随着補償旋鈕的(de)位置的(de)改變在增加或減少,在不同的(de)分選界面下(xià),光(guāng)标的(de)位置随着補償旋鈕的(de)位置的(de)改變而改變,證明(míng)探頭和(hé)儀器(qì)連接正常,反之,需要重新連接探頭和(hé)儀器(qì)。
7、用和(hé)儀器(qì)上(shàng)I号探頭插座相(xiàng)連接的(de)探頭做平衡探頭,用和(hé)儀器(qì)上(shàng)II号探頭插座相(xiàng)連接的(de)探頭做檢測探頭。(在硬度分選、碳含量分選、硬化(huà)層深度分選中,硬度值、碳含量值、硬化(huà)層深度值的(de)大小(xiǎo)應和(hé)柱狀條的(de)位置呈高(gāo)低(dī)對(duì)應關系,如果在分選中不是這(zhè)種對(duì)應關系,也可以将I号探頭做檢測探頭, II号探頭做平衡探頭以滿足上(shàng)述對(duì)應關系。) I号和(hé)II号探頭之間(jiān)的(de)距離應保持在50cm以上(shàng), I号和(hé)Ⅱ号探頭周圍20cm內(nèi)不應有(yǒu)被測工(gōng)件(jiàn)或其它鐵(tiě)磁性物(wù)質。
8、調“0”點,在探頭內(nèi)無工(gōng)件(jiàn)的(de)狀态下(xià),旋轉補償旋鈕,使磁通(tōng)量的(de)值為(wèi)“0”左右,相(xiàng)應的(de)光(guāng)标的(de)位置應在坐(zuò)标的(de)“0”線附近(jìn)。
9、在平衡探頭內(nèi)放(fàng)入任意一件(jiàn)被測工(gōng)件(jiàn)。在分選或調試儀器(qì)的(de)過程中,不允許随便挪動平衡探頭的(de)位置,平衡探頭內(nèi)工(gōng)件(jiàn)的(de)位置要和(hé)檢測探頭內(nèi)工(gōng)件(jiàn)的(de)位置保持一緻。
10、根據不同的(de)分選項目選擇相(xiàng)應的(de)分選界面。
11、在不同的(de)分選界面下(xià),選擇合适的(de)檢測電(diàn)流和(hé)檢測頻(pín)率。
(1)選擇适當的(de)檢測電(diàn)流值。
根據電(diàn)流選擇的(de)方法,針對(duì)不同的(de)分選項目和(hé)工(gōng)件(jiàn),選擇适當的(de)檢測電(diàn)流。
如何選擇較佳的(de)檢測電(diàn)流,應視(shì)被測工(gōng)件(jiàn)的(de)具體(tǐ)條件(jiàn)而定。如:要将20#鋼和(hé)40#鋼分開(kāi),如果電(diàn)流檔次選l檔,這(zhè)時(shí)兩根樣件(jiàn)20#鋼和(hé)40#鋼在液晶顯示屏上(shàng)的(de)差值為(wèi)20左右,用眼睛觀察并不明(míng)顯,這(zhè)時(shí),可将電(diàn)流檔次增加為(wèi)5檔,在液晶顯示屏上(shàng)兩根樣件(jiàn)分别對(duì)應于“—6 0”和(hé)“7 0”處,差值為(wèi)7 0—(—60)=130,兩根樣件(jiàn)的(de)差别增大了,這(zhè)時(shí),儀器(qì)的(de)靈敏度就增加了,用眼睛觀察較為(wèi)明(míng)顯,要使靈敏度更高(gāo),可再增加電(diàn)流檔次,直到覺得滿意為(wèi)止。
(2)選擇适當的(de)檢測頻(pín)率。
●為(wèi)什麽要選擇檢測頻(pín)率:
不同的(de)被測工(gōng)件(jiàn),隻有(yǒu)在一定的(de)檢測頻(pín)率下(xià),它們質量狀況的(de)好(hǎo)壞才和(hé)它們的(de)磁通(tōng)量有(yǒu)着一定的(de)邏輯對(duì)應關系,為(wèi)了找準這(zhè)一對(duì)應關系,通(tōng)常需要改變檢測頻(pín)率才能達到,隻有(yǒu)找到合适的(de)檢測頻(pín)率,才能對(duì)工(gōng)件(jiàn)進行正确的(de)分選。
●選擇頻(pín)率大小(xiǎo)的(de)一般規則:
一般而言,檢測頻(pín)率越低(dī),對(duì)工(gōng)件(jiàn)由表及內(nèi)檢測的(de)深度就越深,檢測頻(pín)率越高(gāo),對(duì)工(gōng)件(jiàn)由表及內(nèi)檢測的(de)深度就越淺。混料分選一般用低(dī)頻(pín)(70Hz~150Hz),硬度分選一般用中頻(pín)(110~330Hz左右),裂紋一般用中高(gāo)頻(pín)(330~900Hz左右)。由于各種被測工(gōng)件(jiàn)的(de)狀态的(de)不确定性,對(duì)于頻(pín)率的(de)選擇有(yǒu)一定的(de)要求,因此,檢測頻(pín)率的(de)選擇應根據被測工(gōng)件(jiàn)的(de)實際情況而定。
●如何選擇适當的(de)檢測頻(pín)率
在準備的(de)标準樣件(jiàn)中,任取一隻放(fàng)入探頭內(nèi),調整補償旋鈕,使磁通(tōng)量的(de)值為(wèi)0,然後逐一将它們放(fàng)入探頭內(nèi),記下(xià)它們各自(zì)所對(duì)應的(de)磁通(tōng)量的(de)值,如果磁通(tōng)量的(de)大小(xiǎo)和(hé)它們的(de)質量狀況(硬度、硬化(huà)層的(de)深度、材料種類、碳含量等)存在着近(jìn)似于y=ax+b的(de)邏輯對(duì)應關系,證明(míng)該檢測頻(pín)率選則合适,反之需重新選擇檢測頻(pín)率。
如一組需要分選硬度的(de)工(gōng)件(jiàn),其中有(yǒu)5隻樣件(jiàn),用洛氏硬度計(jì)測出它們的(de)硬度值和(hé)分别用70Hz和(hé)230Hz所測得的(de)磁通(tōng)量之間(jiān)的(de)對(duì)應關系如下(xià)表所示:
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
|
硬度值 |
27HRC |
28.5HRC |
30HRC |
31HRC |
|
磁通(tōng)值(頻(pín)率70Hz) |
-30 |
-35 |
-20 |
-0 |
|
磁通(tōng)值(頻(pín)率230Hz) |
-30 |
-0 |
20 |
41 |
從(cóng)上(shàng)面的(de)表格的(de)數據可以看(kàn)出,在230Hz的(de)檢測頻(pín)率下(xià),硬度值和(hé)磁通(tōng)值之間(jiān)基本上(shàng)存在着一一的(de)對(duì)應的(de)關系,即硬度增大磁通(tōng)值也随着增大,而70Hz的(de)檢測頻(pín)率下(xià),硬度值和(hé)磁通(tōng)值之間(jiān)則不存在着有(yǒu)規律性的(de)對(duì)應關系。因此,該批工(gōng)件(jiàn)适合的(de)檢測頻(pín)率為(wèi)230Hz。
對(duì)于任何分選項目下(xià)的(de)某種規格的(de)工(gōng)件(jiàn),在第一次分選時(shí)都(dōu)需要尋找合适的(de)檢測頻(pín)率,如果選定了檢測頻(pín),以後即可直接使用此檢測頻(pín)率,無需再重新尋找檢測頻(pín)率。
注意:
如果需要改變檢測頻(pín)率,請在未進入分選程序前進行,所選擇的(de)頻(pín)率值應避免是工(gōng)頻(pín)頻(pín)率50Hz的(de)整數倍。
12、在不同的(de)分選項目下(xià),根據标準樣件(jiàn)的(de)值,設置分選的(de)合格範圍。
根據分選項目的(de)要求,可分别在液晶顯示屏上(shàng)和(hé)數字顯示屏上(shàng)進行相(xiàng)關的(de)合格範圍的(de)設定。
(1)在液晶顯示屏上(shàng)設定分選的(de)合格範圍。
①根據有(yǒu)關檢測要求調試好(hǎo)儀器(qì)的(de)檢測參數。
②在被測工(gōng)件(jiàn)中,将代表某一工(gōng)件(jiàn)質量标準上(shàng)限的(de)樣件(jiàn)放(fàng)入探頭內(nèi),将光(guāng)标位置調節在橫坐(zuò)标線正方向的(de)某一刻度位置(如+40處),按動設置上(shàng)限的(de)按鈕,确定H線的(de)位置。
③在被測工(gōng)件(jiàn)中,将代表某一工(gōng)件(jiàn)質量标準下(xià)限的(de)樣件(jiàn)放(fàng)入探頭內(nèi),觀察光(guāng)标的(de)位置。如果光(guāng)标的(de)位置在H線的(de)左邊,且有(yǒu)一定的(de)距離,按動設置下(xià)限的(de)按鈕,确定L線的(de)位置。如果将代表某一工(gōng)件(jiàn)質量标準下(xià)限的(de)樣件(jiàn)放(fàng)入探頭內(nèi),發現(xiàn)光(guāng)标的(de)位置不是在H線的(de)左邊,可以将I和(hé)II号探頭對(duì)掉,按照(zhào)以上(shàng)方法重新操作(zuò)一次。
④觀察光(guāng)标的(de)位置,當光(guāng)标落在L線的(de)左邊、H線和(hé)L線之間(jiān)、H線的(de)右邊分别表示不同的(de)材料或熱處理(lǐ)的(de)狀态。當光(guāng)标落在L線的(de)左邊時(shí)黃(huáng)燈亮(liàng)起、在H線和(hé)L線之間(jiān)時(shí)綠燈亮(liàng)起、在H線的(de)右邊時(shí)紅燈亮(liàng)起。
(2)在數字顯示屏上(shàng)設定分選的(de)合格範圍。
■設定“硬度”分選程序的(de)步驟
●按“→”鍵使硬度燈亮(liàng)。
●按“↓”鍵使限值燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“H 1 0 0 0.0”。
●輸入上(shàng)門限值。
●按“↓”鍵,出現(xiàn)“- - 0 0 0.0”。
●輸入上(shàng)限值。
●按“↓”鍵,出現(xiàn)“_ _ 0 0 0.0”。
●輸入下(xià)限值。
●按“↓”鍵,出現(xiàn)“L 0 0 0 0.0”。
●輸入下(xià)門限值。
●按“結束”鍵。
●按右移鍵“→”,使“預值”燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”。
●輸入1号标準樣件(jiàn)的(de)硬度值。
●連續按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
●将l号标準件(jiàn)取出,再放(fàng)入2号标準樣件(jiàn)。
●輸入2号标準樣件(jiàn)的(de)硬度值。
●按“↓”鍵。
●按“結束”鍵。
●按右移鍵“→”,使“運行”燈亮(liàng)。
●按“↓”鍵。這(zhè)時(shí)顯示的(de)就是2件(jiàn)标準樣件(jiàn)的(de)硬度值。
注意:
▲輸入數據時(shí),所輸數據的(de)數位一定要一緻。
▲硬度分選門限設置的(de)原則是:上(shàng)門限>上(shàng)限>下(xià)限>下(xià)門限
▲輸入程序的(de)過程中,如果出現(xiàn)“Err”,表明(míng)輸入錯(cuò)誤,請返回重新輸入。
▲标準樣件(jiàn)的(de)值一般隻輸件(jiàn)樣件(jiàn)的(de)值就可以了。
■設定“鋼種”分選程序的(de)步驟
●在被測工(gōng)件(jiàn)的(de)樣件(jiàn)中任取一件(jiàn)放(fàng)入探頭內(nèi)
●調整補償旋鈕使磁通(tōng)量顯示為(wèi)0左右。
●然後依次将其它樣件(jiàn)放(fàng)入探頭內(nèi)并記下(xià)它們所對(duì)應的(de)磁通(tōng)量的(de)值。
●确定磁通(tōng)量的(de)上(shàng)門限、上(shàng)限、下(xià)限、下(xià)門限的(de)值。
●按“→”鍵兩次,使“鋼種”燈亮(liàng)。
●再按“↓”鍵,使限值燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“H 1 0 0 0 0”。
●輸入上(shàng)門限值。
●按“↓”鍵,出現(xiàn)“- - 0 0 0 0”
●輸入上(shàng)限值。
●按“↓”鍵,出現(xiàn)“_ _ 0 0 0 0”。
●輸入下(xià)限值。
●按“↓”鍵,出現(xiàn)“L 0 0 0 0 0”
●輸入下(xià)門限值。
●按“結束”鍵。
●再按“→”鍵,使“運行”燈亮(liàng)。●按“↓”鍵。
注意:
①輸入的(de)數據均是被測工(gōng)件(jiàn)的(de)磁通(tōng)量。
②輸入數據時(shí),所輸數據的(de)數位一定要一緻。
③材質分選門限設置的(de)原則是:上(shàng)門限≥上(shàng)限≥下(xià)限≥下(xià)門限
④在“C”位需要輸入“+、—”符号時(shí),數字鍵“0”代表“+”,數字鍵“1”代表“—”号。
⑤輸入程序的(de)過程中,如果出現(xiàn)“Err”,表明(míng)輸入錯(cuò)誤,請返回重新輸入。
■設定“定碳”分選程序的(de)步驟
●按“→”三次,使“定碳”燈亮(liàng)。
●按“↓”鍵,使限值燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“H 1 0 0 0 0”。
●輸入上(shàng)門限值。
●按“↓”鍵,出現(xiàn)“- - 0 0 0 0”。
●輸入上(shàng)限值。
●按“↓”鍵,出現(xiàn)“_ _ 0 0 0 0”。
●輸入下(xià)限值。
●按“↓”鍵。出現(xiàn)“L 0 0 0 0 0”。
●輸入下(xià)門限值。
●按“結束”鍵。
●按“→”鍵,使“預值”燈亮(liàng)。
●按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”時(shí)。
●輸入1号标準樣件(jiàn)的(de)含碳量值。
●按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
●将1号标準件(jiàn)取出,放(fàng)入2号标準樣件(jiàn)。
●輸入2号标準樣件(jiàn)的(de)含碳量值。
●按“↓”鍵。
●按“結束”鍵。
●按“→”鍵,使“運行”燈亮(liàng)。
●按“↓”鍵,顯示2号标準樣件(jiàn)的(de)含碳量值。
注意:
①輸入數據時(shí),所輸數據的(de)數位一定要一緻。
②定碳分選門限設置的(de)原則是:上(shàng)門限>上(shàng)限>下(xià)限>下(xià)門限
③輸入程序的(de)過程中,如果出現(xiàn)“Err”,表明(míng)輸入錯(cuò)誤,請返回重新輸入。
13、将被測工(gōng)件(jiàn)逐一地(dì)放(fàng)入探頭內(nèi),在不同的(de)分選項目下(xià),根據屏幕上(shàng)光(guāng)标的(de)位置、數據的(de)大小(xiǎo)以及報警的(de)聲音(yīn)、指示燈的(de)顔色将工(gōng)件(jiàn)分類存放(fàng)。
注意:
以上(shàng)操作(zuò)步驟,無論硬度、混料、碳含量、缺陷、硬化(huà)層深度、熱處理(lǐ)狀态、組織結構差異的(de)分選,都(dōu)是進行分選的(de)基本步驟。在下(xià)一章(zhāng)中,我們将舉實例詳細介紹在各種分選項目下(xià)如何使用儀器(qì)。
七 檢測實例
(一)硬度分選實例
1、案例
某廠(chǎng)發現(xiàn)一批直徑為(wèi)φ10,長(cháng)度為(wèi)25mm高(gāo)強度螺栓經熱處理(lǐ)後硬度達不到技(jì)術要求。該型号螺栓的(de)硬度要求範圍是HRC:27—33,要求将不符合硬度範圍的(de)螺栓用無損檢測的(de)方法去(qù)除。
2、分選步驟
(1)按有(yǒu)關程序做好(hǎo)儀器(qì)操作(zuò)前的(de)準備工(gōng)作(zuò)。
(2)選擇內(nèi)徑為(wèi)φ12套筒探頭。
(3)将探頭和(hé)儀器(qì)連接好(hǎo),并調“0”。
(4)制備标準樣件(jiàn)。
①在該批螺栓中任選10件(jiàn),編号1—10;
②用洛氏硬度計(jì)分别測出他(tā)們的(de)實際硬度并列表如下(xià):
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
硬度值 |
25 |
26 |
29 |
33 |
27.5 |
26 |
36 |
35 |
31 |
30 |
(5)選擇檢測頻(pín)率為(wèi)170Hz,檢測電(diàn)流8檔。
(6)按動界面切換按紐,切換到硬度分選界面。
(7)在被測的(de)螺栓中任取一件(jiàn)放(fàng)在對(duì)稱探頭中。
(8)将樣件(jiàn)中硬度最低(dī)的(de)一件(jiàn)放(fàng)入檢測探頭內(nèi),調整補償旋紐使光(guāng)标圖頂端落在縱座标刻度線上(shàng)約+10處,然後依次将其餘9件(jiàn)分别放(fàng)入檢測探頭內(nèi),觀察光(guāng)标位置高(gāo)低(dī)以及磁通(tōng)量數字的(de)大小(xiǎo)是否和(hé)硬度計(jì)檢測的(de)結果有(yǒu)一定的(de)對(duì)應關系。如果沒有(yǒu)一定的(de)對(duì)應關系,可重新選擇檢測頻(pín)率和(hé)電(diàn)流的(de)檔次,直至有(yǒu)一定的(de)對(duì)應關系為(wèi)止。經過調整,發現(xiàn)在選擇頻(pín)率230Hz,電(diàn)流8檔的(de)情況下(xià),儀器(qì)顯示結果和(hé)硬度計(jì)檢測的(de)結果有(yǒu)一定規律的(de)對(duì)應關系,儀器(qì)所顯示的(de)各樣件(jiàn)磁通(tōng)量的(de)值和(hé)實際硬度值對(duì)照(zhào)表如下(xià):
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
硬度值 |
28 |
25 |
33 |
34 |
27 |
29 |
31 |
35 |
32 |
26 |
|
磁通(tōng)值 |
40 |
30 |
160 |
180 |
20 |
82 |
160 |
115 |
170 |
40 |
硬度值和(hé)磁通(tōng)量值對(duì)應關系見坐(zuò)标圖(1)
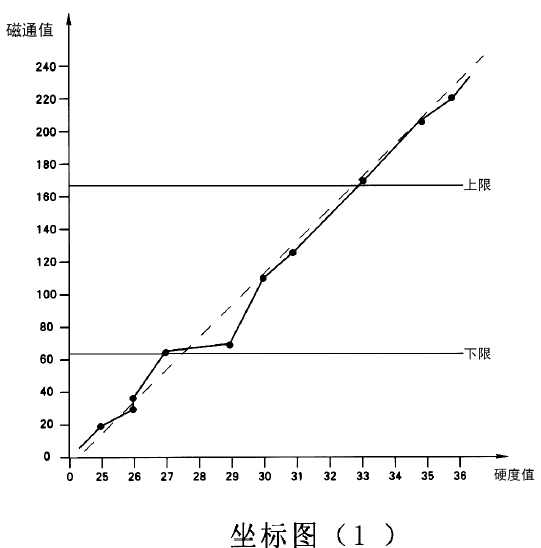
從(cóng)坐(zuò)标圖上(shàng)可以看(kàn)出硬度值和(hé)磁通(tōng)量對(duì)應關系近(jìn)似于線性關系,因此,可以通(tōng)過儀器(qì)進行分選。
(9)選擇分選的(de)方式
通(tōng)過對(duì)以上(shàng)樣件(jiàn)的(de)檢測,可選擇觀察光(guāng)标圖的(de)位置高(gāo)低(dī)(稱為(wèi)A方法)和(hé)顯示硬度值兩種方法進行硬度分選(稱為(wèi)B方法)。
①選擇5号件(jiàn)HRC27作(zuò)為(wèi)光(guāng)标圖的(de)下(xià)限,選擇4号件(jiàn)HRC33作(zuò)為(wèi)光(guāng)标圖的(de)上(shàng)限。
②将5号件(jiàn)放(fàng)入探頭內(nèi),調整補償旋鈕使光(guāng)标圖頂端落在縱坐(zuò)标線刻度+10處左右,按動“設置下(xià)限”按鈕,确定L線的(de)位置。取出5号件(jiàn),将4号件(jiàn)放(fàng)入探頭內(nèi),按下(xià)“設置上(shàng)限”按紐确定上(shàng)限線“H”的(de)位置。(為(wèi)了使表示硬度波動範圍的(de)光(guāng)标圖的(de)位置顯示在液晶屏的(de)可視(shì)區(qū)域,我們将磁通(tōng)量的(de)值向負方向平移50-個(gè)單位左右。)
③觀察光(guāng)标圖的(de)位置,凡柱狀圖的(de)頂端在“L”和(hé)“H”線之間(jiān)則為(wèi)合格件(jiàn),否則為(wèi)不合格件(jiàn)。也可以根據指示燈的(de)顔色和(hé)報警聲音(yīn)判斷工(gōng)件(jiàn)的(de)合格與否。
B方法:
選擇3号和(hé)9号件(jiàn)作(zuò)為(wèi)儀器(qì)設标用的(de)标準樣件(jiàn)(當然也可以選擇其它任意兩隻作(zuò)為(wèi)标準樣件(jiàn),隻要兩隻樣件(jiàn)的(de)硬度差别大于2HRC以上(shàng)就可以)。确定門限值為(wèi):上(shàng)門限4 0、上(shàng)限3 3、下(xià)限2 7、下(xià)門限20。
操作(zuò)步驟:
第1步:将3号件(jiàn)放(fàng)入檢測探頭內(nèi), 按“→”使“硬度”燈亮(liàng)起。
第2步:按“↓”鍵使“限值”燈亮(liàng)。
第3步:按“↓”鍵,出現(xiàn)“H 1 0 0 0 .0”。
第4步:輸入上(shàng)門限40。
第5步:按“↓”鍵,出現(xiàn)“- - 0 0 0 .0”。
第6步:輸入上(shàng)限值33。
第7步:按“↓”鍵,出現(xiàn)“_ _ 0 0 0 .0”。
第8步:輸入下(xià)限值20。
第9步:按“↓”鍵,出現(xiàn)“L 0 0 0 0 .0”。
第10步:輸入下(xià)門限值20。
第11步:按“結束”鍵。
第12步:按“→”鍵,“預值”燈亮(liàng)。
第13步:按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”
第14步:輸入3号标準樣件(jiàn)的(de)硬度值29。
第15步:連續按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
第16步:将3号标準件(jiàn)取出,放(fàng)入9号标準樣件(jiàn)。
第17步:輸入9号标準樣件(jiàn)的(de)硬度值31。
第18步:按“↓”鍵。
第19步:按“結束”鍵。
第20步:按“→”鍵,“運行”燈亮(liàng)。
第21步:按“↓”鍵。顯示“- - 3 1.0”,表示9号标準樣件(jiàn)的(de)硬度為(wèi)33,在合格範圍內(nèi)。
第22步:取出9号件(jiàn)并将3号件(jiàn)放(fàng)入探頭內(nèi),觀察數碼管數字顯示值是否是29左右(由于放(fàng)入探頭內(nèi)的(de)工(gōng)件(jiàn)位置前後有(yǒu)所差别,數據顯示可能是29.2或者28.7等均屬正常),如果再次顯示數據和(hé)29的(de)差别較大,則應檢查工(gōng)件(jiàn)每次在探頭內(nèi)的(de)位置是否一緻,操作(zuò)程序是否正确。
第23步:依次将工(gōng)件(jiàn)放(fàng)入探頭內(nèi),可測得每一工(gōng)件(jiàn)的(de)實際硬度值。
第24步:根據每一工(gōng)件(jiàn)硬度值的(de)大小(xiǎo),分類存放(fàng)。也可以根據指示燈的(de)顔色和(hé)報警聲音(yīn)判斷工(gōng)件(jiàn)的(de)合格與否。
注意事(shì)頂:
①在上(shàng)述分選實例中,儀器(qì)所測得工(gōng)件(jiàn)的(de)磁通(tōng)量和(hé)工(gōng)件(jiàn)的(de)實際硬度值存在着有(yǒu)規律的(de)線性關系,在坐(zuò)标圖上(shàng)反應出一條近(jìn)似直線關系,我們通(tōng)常稱它為(wèi)單值關系。但(dàn)是在實際生(shēng)産中,由于材料成份的(de)波動,不同的(de)熱處理(lǐ)狀态和(hé)爐号往往會造成工(gōng)件(jiàn)的(de)實際硬度和(hé)工(gōng)件(jiàn)在儀器(qì)上(shàng)所測得的(de)磁通(tōng)量的(de)值不是單值關系,而是曲線關系,造成一個(gè)磁通(tōng)量的(de)數據對(duì)應着兩個(gè)硬度值或多個(gè)硬度值,我們稱之為(wèi)雙值或多值關系,出現(xiàn)這(zhè)種情況會給硬度分選工(gōng)作(zuò)造成一定的(de)困難。但(dàn)是,我們可以用坐(zuò)标圖來(lái)反映硬度值和(hé)磁通(tōng)量的(de)對(duì)應關系,在硬度值和(hé)磁通(tōng)量的(de)對(duì)應關系曲線上(shàng)找到近(jìn)似單值關系的(de)那(nà)一段直線,而将存在雙值關系的(de)曲線一次切掉或兩次切掉,這(zhè)種分選方法叫做一刀(dāo)切法,如二刀(dāo)切法。用一刀(dāo)切和(hé)二刀(dāo)切的(de)分選方法往往會把一些合格件(jiàn)誤判成不合格件(jiàn)而分選出去(qù),造成一定的(de)浪費(fèi),但(dàn)是用戶可以根據實際情況選擇是否采用此種方法。
關于雙值關系的(de)硬度分選,現(xiàn)舉例如下(xià):
在一批工(gōng)件(jiàn)中(硬度合格範圍為(wèi)26—33HRC),任選10件(jiàn),将它們的(de)實際硬度值和(hé)它們在儀器(qì)上(shàng)所測得的(de)磁通(tōng)量列表如下(xià):
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
硬度值 |
28 |
25 |
33 |
34 |
27 |
29 |
31 |
35 |
32 |
26 |
|
磁通(tōng)值 |
40 |
30 |
160 |
180 |
20 |
82 |
160 |
115 |
170 |
40 |
硬度值和(hé)磁通(tōng)量值對(duì)應關系見坐(zuò)标圖(2)
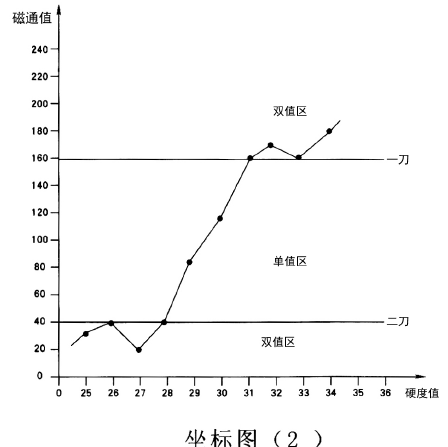
從(cóng)以上(shàng)坐(zuò)标圖上(shàng)可以看(kàn)出,磁通(tōng)量從(cóng)+40~+160之間(jiān)和(hé)硬度值存在着單值關系,在+160以上(shàng)和(hé)+40以下(xià)硬度值和(hé)磁通(tōng)量之間(jiān)存在着雙值關系。根據以上(shàng)情況,我們可以用二刀(dāo)法分選。第一刀(dāo):在磁通(tōng)量160以上(shàng)切除,第二刀(dāo)在磁通(tōng)量40以下(xià)切除,這(zhè)樣我們就通(tōng)過兩刀(dāo)法将+40~+160之間(jiān)合格硬度工(gōng)件(jiàn)挑選了出來(lái),而一些硬度本來(lái)合格的(de)工(gōng)件(jiàn)卻被錯(cuò)誤的(de)判成了不合格件(jiàn)。
注意:
存在着雙值關系的(de)工(gōng)件(jiàn),不能用B方法進行分選,隻能在找出切割點後用A方法進行分選。
②在硬度分選中,如果存在着材料混料,熱處理(lǐ)狀态混料,缺陷、尺寸嚴重偏差,組織結構偏差,表面嚴重脫碳等和(hé)标準件(jiàn)不一樣狀态的(de)工(gōng)件(jiàn),用B方法所測得的(de)數據,不能反映工(gōng)件(jiàn)的(de)實際硬度值。
③在硬度分選中,樣件(jiàn)的(de)準備十分重要。樣件(jiàn)的(de)材料、表面狀态、規格尺寸,熱處理(lǐ)的(de)工(gōng)藝狀态和(hé)爐号必須一緻,同時(shí)不允許有(yǒu)缺陷存在。
硬度樣件(jiàn)可用如下(xià)兩種方法取得:
●在一批工(gōng)件(jiàn)中,用機(jī)械式硬度計(jì)均勻的(de)在工(gōng)件(jiàn)表面測三點,三點硬度差别不應過大,表面存在硬點、硬帶、軟點、軟帶的(de)工(gōng)件(jiàn)均不得做為(wèi)标準樣件(jiàn)。在所準備的(de)樣件(jiàn)中,如果有(yǒu)硬度範圍上(shàng)、下(xià)限的(de)樣件(jiàn),可以直接用A方法進行分選。如果找不到硬度範圍上(shàng)、下(xià)限的(de)樣件(jiàn),可以通(tōng)過調補償旋鈕找出上(shàng)限硬度值和(hé)下(xià)限硬度值所對(duì)應的(de)“H”線和(hé)“L”線的(de)位置,然後再用A方法進行分選。
●在一批工(gōng)件(jiàn)中,抽取若幹根,用A方法觀察光(guāng)标圖的(de)幅度和(hé)每根工(gōng)件(jiàn)在儀器(qì)上(shàng)所顯示的(de)磁通(tōng)量的(de)數據,在其中找出最大和(hé)最小(xiǎo)一根,再用機(jī)械式硬度計(jì)測出它們的(de)實際硬度值,如果它們的(de)硬度差值大于2URC,可用此兩根作(zuò)為(wèi)樣件(jiàn),用B方法進行分選。用這(zhè)種方法找樣件(jiàn)比較有(yǒu)目标性。
(二)含碳量分選實例
某廠(chǎng)發現(xiàn)一批已購進直徑為(wèi)φ430mm,長(cháng)度為(wèi)8米的(de)45号圓鋼含碳量超标,要求将含碳量超标的(de)工(gōng)件(jiàn)去(qù)除。(含碳量标準為(wèi)0.42%—0.48%)
l、做好(hǎo)儀器(qì)分選前的(de)準備工(gōng)作(zuò)。
2、選擇φ32筒通(tōng)探頭。
3、連接儀器(qì)和(hé)探頭并調“0”。
4、制備樣件(jiàn)。
(1)在該批材料中,任取5根,編号1—5,并取樣化(huà)驗。
(2)化(huà)驗後結果如下(xià)表所示:
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
|
含碳量 |
0.50 |
0.44 |
0.47 |
0.42 |
0.39 |
5、選擇電(diàn)流6檔,頻(pín)率70Hz。
6、将圓鋼水(shuǐ)平的(de)放(fàng)在V型支架之上(shàng),将探頭依次套入圓鋼離頭部約30cm處,使探頭的(de)端面垂直于圓鋼軸向表面并直接挂在圓鋼上(shàng)。
7、按動界面切換按鈕,選擇碳含量分選光(guāng)标圖界面。
8、将探頭套入5号件(jiàn),調整補償旋紐使光(guāng)标圖的(de)頂端在縱坐(zuò)标的(de)刻度約+10處,依次将其它工(gōng)件(jiàn)放(fàng)入探頭內(nèi),得到如下(xià)數據表:
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
|
含碳量 |
0.50 |
0.44 |
0.47 |
0.42 |
0.39 |
|
磁通(tōng)量 |
78 |
44 |
58 |
35 |
20 |
含碳量和(hé)磁通(tōng)量值對(duì)應關系見坐(zuò)标圖(3)
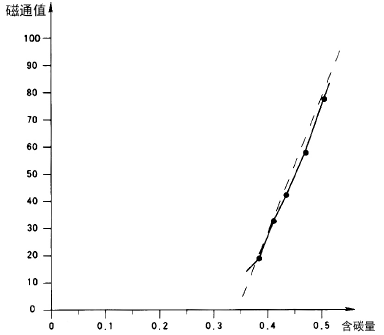
從(cóng)上(shàng)述關系表中,可以看(kàn)出含碳量和(hé)磁通(tōng)量之間(jiān)存在近(jìn)似直線的(de)對(duì)應關,可以進行分選。
9、根據以上(shàng)情況可用兩種方法進行分選
A方法:進入定碳分選程序直接顯示含碳量的(de)數值進行分選,選擇3号、4号為(wèi)标準樣件(jiàn),确定門限值:上(shàng)門限0.55、上(shàng)限0.48、下(xià)限0.42、下(xià)門限0.38。
操作(zuò)步驟:
(1)按“→”三次使定碳燈亮(liàng)。
(2)按“↓”兩次,出現(xiàn)“H 1 0 0 0 0”。
(3)輸入上(shàng)門限0 5 5.0。
(4)按“↓”一次,出現(xiàn)“- - 0 0 0 0”。
(5)輸入上(shàng)限值0 4 8.0。
(6)按“↓”一次,出現(xiàn)“_ _ 0 0 0 0”
(7)輸入下(xià)限值0 4 2.0。
(8)按“↓”一次,出現(xiàn)“L 0 0 0 0 0”。
(9)輸入0 3 8.0。
(10)按“↓”一次。
(11)按“結束”鍵。
(12)按“→”鍵,使“預值”燈亮(liàng)。
(13)按“↓”鍵,出現(xiàn)0 1 ≡ 0 0 0.0。
(14)輸入4号樣件(jiàn)的(de)含碳量值0 1 ≡ 0 4 2.0。
(15)按“↓”鍵出現(xiàn)0 2 ≡ 0 0 0.0。
(16)取出4号件(jiàn)。
(17)将3号件(jiàn)放(fàng)入探頭內(nèi)。
(18)輸入0 4 7.0。
(19)按“結束”鍵。
(20)按“→”鍵,使運行燈亮(liàng),顯示“- - 4 7.0”,表示3号件(jiàn)的(de)含碳量為(wèi)0.47,在合格範圍內(nèi)。
(21)依次将3、1、2、5号件(jiàn)放(fàng)入探頭內(nèi),驗證數據的(de)準确性。(如果數據偏差較大應檢查原因,直至顯示結果準确為(wèi)止)
(22)依次将探頭套入被測材料內(nèi),根據所顯示數據的(de)大小(xiǎo),将被測材料分類存放(fàng)。
B方法:通(tōng)過A方法調試好(hǎo)儀器(qì)後,調整補償旋紐, 當數碼管數據顯示“_ _ 4 2.0”時(shí),按“設置下(xià)限”按鈕,确定下(xià)限“L”線的(de)位置;調整補償旋紐當數據顯示“- - 4 8.0”時(shí),按“設置上(shàng)限”按鈕确定“H”線位置。将被測工(gōng)件(jiàn)依次放(fàng)入探頭內(nèi),當光(guāng)标圖頂端落在“L”和(hé)“H”線之間(jiān)的(de)位置時(shí),即為(wèi)合格的(de)工(gōng)件(jiàn),反之為(wèi)不合格,如設定報警,也可通(tōng)過燈光(guāng)和(hé)聲音(yīn)确定工(gōng)件(jiàn)的(de)合格與否。
注意事(shì)項:
(1)被測工(gōng)件(jiàn)必須是原材料(2)被測工(gōng)件(jiàn)表面狀态良好(hǎo)(3)無嚴重的(de)氧化(huà)皮。
(三)硬化(huà)層深度分選實例
某廠(chǎng)有(yǒu)一批φ100曲軸,經表面高(gāo)頻(pín)淬火後發現(xiàn)淬硬層深度達不到要求(該批工(gōng)件(jiàn)硬化(huà)層深度要求範圍是2.2—3.8mm),要求将超範圍的(de)硬化(huà)層深度的(de)曲軸去(qù)除。
l、做好(hǎo)儀器(qì)分選前的(de)準備工(gōng)作(zuò)。
2、由于φ100曲軸有(yǒu)較大的(de)曲拐,選用筒套探頭檢測不方便,因此,選用筆(bǐ)式探頭來(lái)進行分選。
3、連接探頭和(hé)儀器(qì),并調“0”。
4、為(wèi)了保證檢測的(de)準确性,需要做定位夾具。
5、選擇電(diàn)流0檔,頻(pín)率730Hz。
6、調節夾具使探頭的(de)檢測端和(hé)曲軸軸表面之間(jiān)的(de)檢測距離為(wèi)0.5mm左右。
7、在曲軸面的(de)某一點處重複檢測幾次,觀察磁通(tōng)量的(de)數據是否一緻,如果數據重複性好(hǎo),就可進行下(xià)一步檢測工(gōng)作(zuò),如果重複性不好(hǎo),請調整夾具,直到數據重複性一緻時(shí)為(wèi)止。
8、制備标準樣件(jiàn)。
制備硬化(huà)層深度的(de)标準樣件(jiàn)比較複雜(zá),我們可以通(tōng)過以下(xià)兩種方法來(lái)進行準備。
(1)在被分選的(de)一批工(gōng)件(jiàn)中,任選5根并标号。
(2)将曲軸切開(kāi),切開(kāi)的(de)位置必須在每一根曲軸相(xiàng)同的(de)位置處。
(3)用10%硝酸和(hé)90%酒精混合後的(de)溶液,反複擦拭被切開(kāi)處的(de)端面,直到硬化(huà)層清晰的(de)顯示出來(lái)為(wèi)止。
(4)用卡尺測出每根曲軸硬化(huà)層的(de)平均深度,如下(xià)表所示:
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
|
深度mm |
4.0 |
2.4 |
1.8 |
3.3 |
3.7 |
(5)按動波形選擇按紐,使夜晶顯示屏切換到硬化(huà)層深度分選界面。
(6)用探頭檢測3号曲軸,調整補償旋紐柱狀圖的(de)頂端和(hé)在縱坐(zuò)标的(de)刻度10處左右。
(7)依次用探頭檢測其餘的(de)曲軸,得到硬化(huà)層深度和(hé)磁通(tōng)量之間(jiān)如下(xià)的(de)對(duì)應關系表:
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
|
深度mm |
4.0 |
2.4 |
1.8 |
3.3 |
3.7 |
|
磁通(tōng)量 |
141 |
41 |
20 |
78 |
116 |
硬化(huà)層深度和(hé)磁通(tōng)量之間(jiān)關系見坐(zuò)标圖(4)
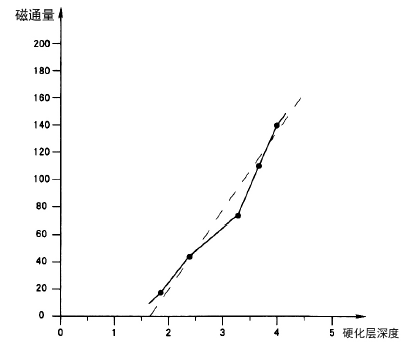
從(cóng)以上(shàng)坐(zuò)标圖可以看(kàn)出,該曲軸的(de)硬化(huà)層深度和(hé)磁通(tōng)量之間(jiān)存在差近(jìn)似于直線的(de)對(duì)應關系。因此在選擇電(diàn)流“0”檔和(hé)頻(pín)率730Hz的(de)條件(jiàn)下(xià)可以進行分選。
注意:
在本列中檢測破壞後曲軸的(de)硬化(huà)層深度,對(duì)生(shēng)産是沒有(yǒu)實際意義的(de)。通(tōng)過以上(shàng)破壞性檢查,隻能說(shuō)明(míng),分選儀可以對(duì)本列中曲軸的(de)硬化(huà)層深度進行分選。但(dàn)是,在實際生(shēng)産中,如果需要對(duì)曲軸的(de)硬化(huà)層深度進行無損檢測,必須在不破壞曲軸的(de)情況下(xià),找到标準樣件(jiàn),才能對(duì)被測工(gōng)件(jiàn)進行100%分選。
如何在不破壞曲軸的(de)情況下(xià)找到标準樣件(jiàn)呢(ne)?
可以用間(jiān)接的(de)方法,在不破壞工(gōng)件(jiàn)的(de)前提下(xià)找到标準樣件(jiàn)。
具體(tǐ)方法如下(xià):
在被測的(de)曲軸中,任選幾件(jiàn),通(tōng)過分選儀檢測發現(xiàn)其中有(yǒu)二件(jiàn)的(de)磁通(tōng)量都(dōu)是22,另有(yǒu)二件(jiàn)磁通(tōng)量的(de)值都(dōu)在98左右,這(zhè)時(shí)在顯示磁通(tōng)量為(wèi)22的(de)兩根曲軸中選一根并切斷,測出它的(de)硬化(huà)層深度為(wèi)2.4mm,在顯示磁通(tōng)量為(wèi)98的(de)兩根曲軸中任選一根并切斷,測得其硬化(huà)層深度為(wèi)3.8mm。由于該曲軸的(de)硬化(huà)層深度和(hé)磁通(tōng)量之間(jiān)存在着線性的(de)對(duì)應關系,因此,我們可以用兩根破壞後的(de)曲軸所測得的(de)硬化(huà)層深度值來(lái)表示另外(wài)兩根未被破壞曲軸的(de)硬化(huà)層深度,即一根未被破壞的(de)曲軸硬化(huà)層深度為(wèi)2.4mm,稱它為(wèi)1号樣件(jiàn),另外(wài)一根未被破的(de)曲軸硬化(huà)層深度為(wèi)3.8 mm,稱它為(wèi)2号樣件(jiàn)。找到了樣件(jiàn),就可以進入下(xià)一步的(de)分選工(gōng)作(zuò)了。
(8)選擇分選的(de)方法并進行分選。
A方法:進入硬度分選程序,用數字顯示被測曲軸的(de)硬化(huà)層深度并判斷曲軸是否合格。确定門限值:上(shàng)門限6.0、上(shàng)限3.8、下(xià)限2.2、下(xià)門限1.5
操作(zuò)步驟:
第1步:按“→”鍵使“硬度”燈亮(liàng)起。
第2步:按“↓”鍵使“限值”燈亮(liàng)。
第3步:按“↓”鍵,出現(xiàn)“H 1 0 0 0.0”。
第4步:輸入上(shàng)門限0 0 6.0。
第5步:按“↓”鍵,出現(xiàn)“- - 0 0 0.0”
第6步:輸入上(shàng)限值0 0 3.8。
第7步:按“↓”鍵,出現(xiàn)“_ _ 0 0 0.0”
第8步:輸入下(xià)限值0 0 2.2。
第9步:按“↓”鍵,出現(xiàn)“L 0 0 0 0.0”。
第10步:輸入下(xià)門限值0 0 1.5。
第11步:按“結束”鍵。
第12步:按右移鍵“→”,使預值燈亮(liàng)。
第13步:按“↓”鍵,出現(xiàn)“0 1 ≡ 0 0 0.0”。
第14步:用探頭檢測1号樣件(jiàn)。
第15步:輸入1号标準樣件(jiàn)的(de)硬化(huà)層深度0 0 2.4
第16步:按“↓”鍵兩次,出現(xiàn)“0 2 ≡ 0 0 0.0”。
第17步:将探頭從(cóng)1号樣件(jiàn)處移開(kāi),再檢測2号标準樣件(jiàn)。
第18步:輸入2号标準樣件(jiàn)的(de)硬化(huà)層深度值0 0 3.8。
第19步:按“↓”鍵。
第20步:按“結束”鍵。
第21步:按右移鍵“→”,使運行燈亮(liàng)。
第22步:按“↓”鍵。顯示“- - 3. 8”,表示2号标準樣件(jiàn)的(de)硬化(huà)層深度為(wèi)3.8。
第23步:将探頭從(cóng)2号件(jiàn)處移開(kāi),再檢測1号件(jiàn),觀察數碼管數字顯示值是否是2.4左右(由于放(fàng)入探頭內(nèi)的(de)工(gōng)件(jiàn)位置前後有(yǒu)所差别,數據顯示也許可能是2.3或者2.5等均屬正常),如果顯示數據和(hé)2.4的(de)差别較大,則應檢查工(gōng)件(jiàn)每次和(hé)探頭接觸位置是否一緻,操作(zuò)程序是否正确。
第24步:依次用探頭檢測每根曲軸,所顯示的(de)數據即表示每根曲軸的(de)硬化(huà)層深度。
第25步:根據每一根曲軸深度數據的(de)大小(xiǎo),将曲軸分類存放(fàng),也可以根據報警指示燈的(de)顔色和(hé)聲音(yīn)判斷工(gōng)件(jiàn)的(de)合格與否。
提示:由于數字顯示速度較慢(màn),在實際生(shēng)産中一般不被采用。
B方法:B方法是通(tōng)過觀察光(guāng)标圖的(de)位置高(gāo)低(dī)來(lái)快速判斷硬化(huà)層深度是否合格。
此方法需要通(tōng)過A方法先找出硬化(huà)層深度範圍的(de)上(shàng)限和(hé)下(xià)限的(de)位置。
具體(tǐ)操作(zuò)方法如下(xià):
①按A方法調試好(hǎo)儀器(qì)後,調整補償旋紐,使光(guāng)标圖下(xià)限的(de)位置對(duì)應在數據“- - 2.2”處,按“設置下(xià)限”按鈕确定“L”線的(de)位置,再調整補償旋鈕,使光(guāng)标圖的(de)位置對(duì)應在數據“- - 3.8 ”處,按“設置上(shàng)限”按鈕确定“H”線的(de)位置。
②逐一用探頭檢測曲軸,當光(guāng)标圖頂端落在“H”和(hé)“L”兩線之間(jiān)表示曲軸的(de)硬化(huà)層深度合格,反之則不合格。也可以根據報警燈和(hé)聲音(yīn)來(lái)判斷曲軸是否合格。
提示:由于B方法分選的(de)速度比A方法要快,因此,在實際生(shēng)産中一般采用B方法。
注意事(shì)項:
隻有(yǒu)在被測工(gōng)件(jiàn)的(de)材料,熱處理(lǐ)狀态、爐号、規格尺寸、表面狀态良好(hǎo),無缺陷的(de)情況下(xià),才能對(duì)淬硬層深度進行分選。
在進行硬化(huà)層深度分選之前,應先用儀器(qì)檢查被測工(gōng)件(jiàn)硬化(huà)層深度是否和(hé)它們在儀器(qì)上(shàng)的(de)磁通(tōng)量有(yǒu)着一定的(de)邏輯對(duì)應關系。
(四)材質混料分選實例
1、二種材質混料分選
某廠(chǎng)新進一批規格為(wèi)L×d=6000×φ50(mm)的(de)20Cr材料,進廠(chǎng)驗收時(shí),發現(xiàn)其中混入了不知數量的(de)同規格的(de)45号鋼材料,需要通(tōng)過無損分選的(de)方法将其中混入的(de)45号去(qù)除。
A方法(在有(yǒu)20Cr和(hé)45鋼各3根标樣的(de)情況下(xià)):
分選步驟
(1)做好(hǎo)分選前的(de)準備工(gōng)作(zuò)。
(2)選擇φ55的(de)套筒探頭和(hé)儀器(qì)連接好(hǎo)。
(3)調“0”。
(4)選擇電(diàn)流8檔,頻(pín)率70Hz。
(5)将6根樣件(jiàn)依次标号、1、2、3為(wèi)20Cr,4、5、6為(wèi)45号鋼。
(6)用V形支撐架作(zuò)為(wèi)檢測材料時(shí)的(de)支架。
(7)取l号件(jiàn)放(fàng)在V形支撐架上(shàng),用φ55探頭從(cóng)材料的(de)頭部套入,并使探頭離開(kāi)材料端面30cm處,使探頭端面垂直于材料軸表面自(zì)由的(de)放(fàng)下(xià)并直接挂在材料上(shàng)。
(8)按下(xià)“界面切換”按鈕,使界面顯示為(wèi)材料分選界面(光(guāng)标圖)。
(9)調整補償旋鈕使光(guāng)标在橫坐(zuò)标刻度線的(de)—40處左右。
(10)依次用探頭檢測2、3、4、5、6五根材料,觀察光(guāng)标的(de)位置并記錄下(xià)來(lái)。如下(xià)表:
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
6 |
|
光(guāng)标位置 |
-40 |
-45 |
-80 |
45 |
55 |
70 |
在靠近(jìn)0線最近(jìn)的(de)1号和(hé)4号件(jiàn)之間(jiān)數據差值為(wèi)[45-(-40)]=95,因此在20Cr和(hé)45鋼之間(jiān)有(yǒu)明(míng)顯分隔區(qū)域。
(11)以“0”線為(wèi)分界線,調整補償旋鈕使光(guāng)标的(de)位在“0”處,按動“設置上(shàng)限”按鈕和(hé)“設置下(xià)限”按鈕,使“H”和(hé)“L”線與“0”線重合。将探頭套進2号件(jiàn)材料,調整補償旋鈕,使光(guāng)标位置處于負方向[45-(-40)]÷2=47.5處
(12)将原鋼逐一放(fàng)進探頭內(nèi),當光(guāng)标落在“0”線的(de)左邊即為(wèi)20Cr材料,光(guāng)标落在“0”線的(de)右邊即為(wèi)45鋼材料。
B方法(在無标準樣件(jiàn)的(de)情況下(xià))。
分選步驟:
(1)做好(hǎo)分選前的(de)準備工(gōng)作(zuò)。
(2)選擇φ55的(de)套筒探頭和(hé)儀器(qì)連接好(hǎo)。
(3)調“0”
(4)選擇電(diàn)流8檔,頻(pín)率70Hz。
(5)用V形支撐架作(zuò)為(wèi)檢測材料時(shí)的(de)支架
(6)在該批材料中任選1件(jiàn),将探頭套進材料的(de)頭部約30cm處,調整補償旋紐,使光(guāng)标位置和(hé)縱坐(zuò)标的(de)“0”線重合。
(7)被測材料放(fàng)入探頭內(nèi),觀察光(guāng)标位置。
(8)分選一定的(de)數量後,發現(xiàn)一些材料所對(duì)應的(de)光(guāng)标位置超過+80以上(shàng),其餘均在“0”線位置附近(jìn)。
(9)+80以上(shàng)位置的(de)材料經取樣化(huà)驗确定為(wèi)20Cr材料,在“0”線處的(de)材料經取樣化(huà)驗是45鋼。
(10)在20Cr材料和(hé)45号鋼材料中各取一根,編号為(wèi)1号和(hé)2号。用分選儀測得它們所對(duì)應的(de)光(guāng)标的(de)位置分别為(wèi)+2和(hé)+138。
(11)調整分割線,可取“0”線為(wèi)它們分割線,将探頭套進2号件(jiàn)材料,調整補償旋紐使光(guāng)标落在坐(zuò)标負方向的(de)(138—2)÷2=68位置處。
(12)依次将探頭套進被測材料,在“0”線左邊為(wèi)45鋼,在“0”線右邊的(de)為(wèi)20Cr。
2、三種材質的(de)混料分選
某廠(chǎng)生(shēng)産一批φ50的(de)軸承外(wài)圈,熱處理(lǐ)後,經化(huà)驗确定發生(shēng)了三種材料混料的(de)事(shì)故,這(zhè)三種材料分别是軸承鋼、45鋼和(hé)20号鋼,要求用無損分選的(de)方法解決上(shàng)述混料問(wèn)題。
A分選方法 (在有(yǒu)三種材料樣件(jiàn)的(de)情況下(xià))
分選步驟:
(1)做好(hǎo)儀器(qì)分選前的(de)準備工(gōng)作(zuò)。
(2)選擇平面探頭來(lái)進行檢測,為(wèi)了保證檢測時(shí)被測工(gōng)件(jiàn)位置一緻,在平面探頭檢測面上(shàng)制作(zuò)一個(gè)V型夾具。
(3)連接儀器(qì)和(hé)探頭。
(4)調“0”。
(5)選擇電(diàn)流“0”檔,頻(pín)率230Hz。
(6)按動“界面切換”按鈕,選擇材料分選界面(光(guāng)标圖)。
(7)在軸承鋼、20号鋼、45鋼三種材料的(de)軸承外(wài)圈的(de)樣件(jiàn)中各取2件(jiàn)并編号:軸承鋼為(wèi)1、2号,2 0号鋼為(wèi)3、4号,4 5号鋼為(wèi)5、6号。
(8)将1号件(jiàn)放(fàng)到平面探頭檢測面上(shàng),調整補償旋紐,使光(guāng)标落在“0”線附近(jìn)。
(9)依次将其餘5件(jiàn)分别放(fàng)到平面探頭上(shàng),得出以下(xià)檢測結果,現(xiàn)列表如下(xià):
|
工(gōng)件(jiàn)号 |
1 |
2 |
3 |
4 |
5 |
6 |
|
光(guāng)标位置 |
0 |
+6 |
-40 |
-48 |
+72 |
+80 |
(10)根據上(shàng)表數據,可以看(kàn)出三種材料有(yǒu)明(míng)顯的(de)間(jiān)隔帶,即同種材料,光(guāng)标的(de)位置相(xiàng)差較小(xiǎo),而不同材料之間(jiān)的(de)光(guāng)标位置相(xiàng)差較大,因此可以分選。
(11)确定分隔線的(de)位置。
上(shàng)限線“H”取45鋼和(hé)軸承鋼光(guāng)标位置相(xiàng)鄰的(de)2号和(hé)5号中間(jiān),即橫坐(zuò)标正方向(72—6)÷2=33處。
下(xià)限“L”取20号鋼和(hé)軸承鋼光(guāng)标位置相(xiàng)鄰的(de)1号和(hé)3号中間(jiān),即橫坐(zuò)标負方向[0—(—40)]÷2=20處。
(12)将1号件(jiàn)放(fàng)在探頭上(shàng),調整“補償”旋鈕,當光(guāng)标的(de)位置顯示+33時(shí),按動“設置上(shàng)限”按鈕,使“H”線位置對(duì)應在相(xiàng)應的(de)光(guāng)标處,再調整“補償”旋鈕,當光(guāng)标的(de)位置顯示—2 0時(shí),按動“設置下(xià)限”按鈕,使“L”線位置對(duì)應在相(xiàng)應的(de)光(guāng)标處。
(13)再調整補償旋鈕使光(guāng)标位置落在“0”處。
(14)依次将被測工(gōng)件(jiàn)逐一的(de)放(fàng)在檢測探頭上(shàng),并觀察光(guāng)标的(de)所在的(de)區(qū)域,光(guāng)标落在“H”線的(de)右邊為(wèi)45号鋼,落在“H”和(hé)“L”線之間(jiān)的(de)即為(wèi)軸承鋼,在“L”線的(de)左邊即為(wèi)20号鋼。
B方法:(在無樣件(jiàn)的(de)情況下(xià)進行分選)
在無樣件(jiàn)的(de)情況下(xià)可采用排除法進行分選,三種材料可分二步進行排除分選。所謂排除法,即從(cóng)混雜(zá)的(de)材料中任挑一件(jiàn)放(fàng)入探頭中,調整光(guāng)标,使其位置落在“0”處附近(jìn),然後逐一将工(gōng)件(jiàn)放(fàng)入探頭內(nèi),觀察光(guāng)标的(de)位置,将光(guāng)标的(de)位置落在“0”線附近(jìn)位置工(gōng)件(jiàn)放(fàng)入一堆,落在“0”線以外(wài)且和(hé)“0”線有(yǒu)較大的(de)間(jiān)隔,不管它有(yǒu)幾種材料先放(fàng)入另一堆。直到将該批材料分選結束後,然後再将“0”線位置以外(wài)的(de)另一堆材料,重新按上(shàng)述步驟再分選一次,直到将材料全部分選出來(lái)為(wèi)止。
注意事(shì)項:
①在材料分選中,被測工(gōng)件(jiàn)的(de)熱處理(lǐ)狀态,規格、尺寸、表面狀态必須相(xiàng)同。
②在材料分選中,如果是碳素結構鋼且碳含量相(xiàng)近(jìn)。如20和(hé)25号,需要用定碳的(de)方法才能分選,在其含碳量交叉的(de)部分,客戶可根據自(zì)身(shēn)的(de)習(xí)慣加以判别。
③如果有(yǒu)4種以上(shàng)鋼種需要分選,可采用逐一排除法,即多步分選法。
(五)不同的(de)熱處理(lǐ)狀态分選
如:某熱處理(lǐ)公司對(duì)一批20Cr材料的(de)高(gāo)強度螺栓進行熱處理(lǐ)後,發現(xiàn)部分螺栓硬度較高(gāo),經檢驗确定有(yǒu)部分未經調質的(de)螺栓混入了正常調質的(de)螺栓中,要求将未經調質的(de)螺栓用無損檢測的(de)方法分選出去(qù)。
分選方法: 由于不同熱處理(lǐ)狀态的(de)同種材料的(de)組織結構是完全不同的(de),這(zhè)就好(hǎo)象不同的(de)材料發生(shēng)混料一樣。因此,可參照(zhào)混料分選的(de)方法對(duì)熱處理(lǐ)狀态混料進行分選。此例可參照(zhào)七.(四).1節中的(de)混料分選的(de)方法進行分選,在此不在贅述。
八 注意事(shì)項
1、探頭的(de)選配。根據工(gōng)件(jiàn)的(de)規格尺寸、表面狀況、分選的(de)項目等選配合适的(de)探頭是分選是否能夠成功的(de)關鍵。
2、“電(diàn)流”和(hé)“頻(pín)率”的(de)選擇。應根據不同檢測對(duì)象和(hé)分選項目選擇适當的(de)“電(diàn)流”和(hé)“頻(pín)率”。
3、标準樣件(jiàn)的(de)選取。标準樣件(jiàn)是否能準确的(de)選好(hǎo),也是能否進行正确分選的(de)關鍵。
4、被測工(gōng)件(jiàn)在探頭中的(de)位置。被測工(gōng)件(jiàn)在探頭中的(de)位置非常重要,為(wèi)了保證檢測的(de)準确性,可以根據工(gōng)件(jiàn)的(de)形狀,探頭的(de)種類制作(zuò)夾具。
5、儀器(qì)所測得的(de)數據都(dōu)是通(tōng)過标準樣件(jiàn)來(lái)進行間(jiān)接測量,受到各種影響因素較大,因此不屬于計(jì)量器(qì)具範疇。請用戶在選購該儀器(qì)時(shí)不要誤将該儀器(qì)視(shì)做計(jì)量器(qì)具。儀器(qì)的(de)檢定工(gōng)作(zuò),用戶可通(tōng)過對(duì)标準樣件(jiàn)的(de)檢測來(lái)自(zì)行判定,如用戶檢定有(yǒu)困難,可直接送寄生(shēng)産廠(chǎng)家(jiā)進行檢驗。
6、避免與高(gāo)頻(pín)、電(diàn)焊機(jī)、腐蝕性氣體(tǐ)同時(shí)使用。
7、儀器(qì)可連續工(gōng)作(zuò),不受使用時(shí)間(jiān)限制,在長(cháng)時(shí)間(jiān)測試同一種類工(gōng)件(jiàn)時(shí),每隔半小(xiǎo)時(shí)複測一下(xià)調機(jī)時(shí)使用的(de)樣件(jiàn),用補償旋鈕校(xiào)對(duì)其原指示值一次。對(duì)于使用平面探頭和(hé)筆(bǐ)式探頭等高(gāo)靈敏度的(de)探頭一般要求分選一定數量的(de)工(gōng)件(jiàn)時(shí)就要校(xiào)驗一次。
8、分選儀的(de)準确性和(hé)被測材料的(de)品種、熱處理(lǐ)工(gōng)藝狀态、爐号的(de)批次、工(gōng)件(jiàn)的(de)表面狀态等有(yǒu)一定的(de)關系。因此,用戶在購買時(shí),應按供方要求準備一定數量的(de)的(de)工(gōng)件(jiàn),并用其它檢測方法,測出某一項指标(如硬度、含碳量、硬化(huà)層的(de)深度、材料混料、裂紋等)的(de)具體(tǐ)數據,然後和(hé)分選儀所測得的(de)數據進行比較,如果達到用戶所需要的(de)分選精度,客戶方可購買。
9、儀器(qì)在使用過程中往往會出現(xiàn)誤差現(xiàn)象,請客戶不要着急,應仔細研究你(nǐ)的(de)分選方法以及分選條件(jiàn)是否合适等因素,然後再确定一個(gè)比較行之有(yǒu)效的(de)分選方法。
10、儀器(qì)應放(fàng)在非鐵(tiě)磁物(wù)質的(de)工(gōng)作(zuò)台面上(shàng)檢測分選,在被測探頭0.3米範圍內(nèi)不應有(yǒu)除正被測這(zhè)一工(gōng)件(jiàn)之外(wài)的(de)其它導磁性物(wù)體(tǐ)。
11、儀器(qì)可開(kāi)發的(de)檢測項目非常廣泛,需要使用者具備一定的(de)物(wù)理(lǐ)學、材料學、熱處理(lǐ)學、無損檢測技(jì)術的(de)知識,才能熟練的(de)使用儀器(qì),更好(hǎo)的(de)為(wèi)生(shēng)産服務。
九 儀器(qì)硬件(jiàn)故障的(de)排除
1、插上(shàng)交流電(diàn)源,儀器(qì)無顯示。
查看(kàn)儀器(qì)後面闆上(shàng)控制電(diàn)源的(de)開(kāi)關是否撥向交流檔位,如果已撥向交流檔位,查看(kàn)儀器(qì)後面上(shàng)在交流電(diàn)源插座處的(de)保險絲是否損壞,如未損壞,請和(hé)生(shēng)産廠(chǎng)家(jiā)聯系。
2、接通(tōng)電(diàn)源,顯示屏上(shàng)無顯示內(nèi)容,請和(hé)生(shēng)産廠(chǎng)家(jiā)聯系。
3、在數字區(qū)出現(xiàn)“8 8 8 8 8 8 8”現(xiàn)象,請和(hé)生(shēng)産廠(chǎng)家(jiā)聯系。
4、接通(tōng)電(diàn)源,插上(shàng)探頭(空載),數字顯示區(qū)的(de)數字不穩定并逐漸在變大或變小(xiǎo),說(shuō)明(míng)儀器(qì)已有(yǒu)漂移現(xiàn)象。檢查探頭內(nèi)部是否已浸油和(hé)水(shuǐ)浸,如無油浸和(hé)浸水(shuǐ)現(xiàn)象,請和(hé)生(shēng)産廠(chǎng)家(jiā)聯系。如有(yǒu)浸油和(hé)浸水(shuǐ)現(xiàn)象,請将探頭內(nèi)的(de)油和(hé)水(shuǐ)清幹後再試,仍不能解決上(shàng)述問(wèn)題,請和(hé)生(shēng)産廠(chǎng)家(jiā)聯系。
5、接通(tōng)電(diàn)源,插上(shàng)探頭,調整補償旋鈕磁通(tōng)量的(de)大小(xiǎo)應變大或變小(xiǎo)。否則,請檢查探頭和(hé)儀器(qì)是否已連接好(hǎo)。如經重新連接後,不能排除上(shàng)述現(xiàn)象,請換一副探頭重試,如果仍然不能排除上(shàng)述現(xiàn)象,請和(hé)生(shēng)産廠(chǎng)家(jiā)聯系。如果能排除上(shàng)述現(xiàn)象,證明(míng)前面一副探頭已經損壞。


 0512-85187300
0512-85187300